

Завод корончатых буровых инструментов
Итак, завод корончатых буровых инструментов… На первый взгляд, все просто. Делают сверла, продают. Но это лишь верхушка айсберга. За годы работы с этим оборудованием накопилось столько нюансов, что один 'простой' инструмент может стать головной болью, если не понимать, как он создан, из чего – и для каких задач предназначен. Часто слышу от клиентов: 'Нам нужно просто сверло, которое сверлит дыры'. Да, сверлит. А насколько точно, долговечно, и главное – без повреждения обрабатываемого материала? Опыт говорит, что 'просто сверло' – это не вариант. Поэтому хочу поделиться некоторыми мыслями, скорее, наблюдениями, из практики работы с таким производством.
Общая картина и распространённые ошибки
Корончатые сверла – это, как правило, сложные изделия, требующие высокой точности обработки. Завод, производящий такие инструменты, должен обладать мощным оборудованием, квалифицированным персоналом и, что немаловажно, современными технологиями контроля качества. Самая распространенная ошибка – это недооценка важности выбора материала. Очевидно, что для сверления стали и чугуна потребуются одни сплавы, а для алюминия или титана – совсем другие. Неправильный выбор материала приводит к быстрому износу, поломке инструмента и, как следствие, к простоям производства. Мы сталкивались с ситуациями, когда клиенты, сэкономив на материале, в итоге потратили гораздо больше денег на замену изношенных сверл и потерянные сроки.
Еще одна ошибка – это игнорирование геометрии резцов. Форма и расположение резцов напрямую влияют на скорость и качество сверления. Например, для сверления тонкостенных деталей используются специальные сверла с оптимизированной геометрией, чтобы избежать деформации материала. Неправильный выбор геометрии может привести к сколам, трещинам и другим дефектам. Часто клиенты хотят сверло 'подешевле', но забывают, что цена часто соответствует качеству и долговечности. В итоге, 'дешевое' сверло оказывается гораздо дороже из-за необходимости частой замены и повышенного риска повреждения обрабатываемого материала.
Технологический процесс: от чертежа до готового изделия
Понимаете, создание корончатых буровых инструментов – это сложный, многоэтапный процесс. Начинается все с инженерного проекта, который включает в себя разработку геометрии, подбор материалов и расчет режимов резания. Далее следует изготовление матрицы, которая служит шаблоном для резцов. Затем, при помощи различных методов обработки, таких как сверление, шлифование, полировка и термическая обработка, резцы изготавливаются из выбранного материала. После этого резцы устанавливаются на оправку, формируя готовое сверло. Контроль качества осуществляется на каждом этапе производства, чтобы исключить брак и обеспечить соответствие готового изделия требованиям заказчика. Мы регулярно посещаем заводы, которые занимаются производством, и видим, насколько важен каждый этап.
Особое внимание стоит уделить термической обработке. Именно она определяет твердость и износостойкость резцов. Неправильный режим термической обработки может привести к тому, что резцы будут слишком мягкими и быстро изнашиваться, или слишком твердыми и хрупкими, что увеличит риск сколов и трещин. Для каждого материала требуется свой уникальный режим термической обработки, который должен быть строго соблюден.
Материалы для корончатых буровых инструментов: выбор и применение
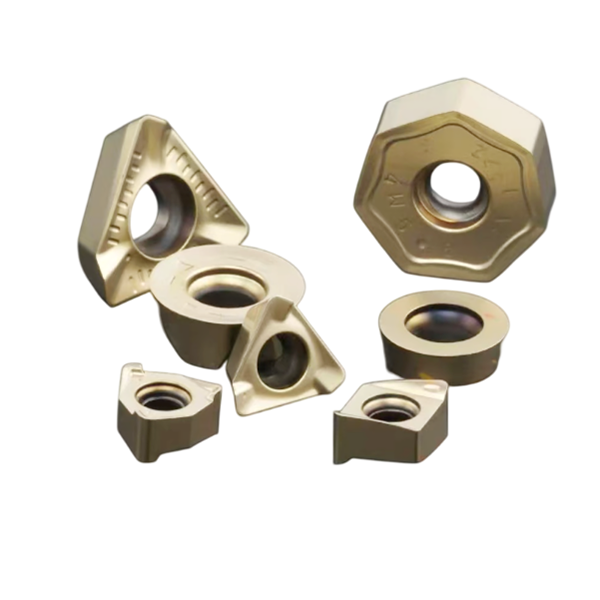
Выбор материала – ключевой фактор, определяющий характеристики корончатых буровых инструментов. В качестве материалов используются различные сплавы, такие как быстрорежущие стали, твердые сплавы, карбид вольфрама и керамика. Выбор материала зависит от обрабатываемого материала, требований к точности и долговечности, а также от бюджета. Быстрорежущие стали хорошо подходят для сверления мягких металлов и сплавов, а твердые сплавы – для сверления более твердых материалов, таких как сталь и чугун. Карбид вольфрама и керамика используются для сверления особо твердых материалов, таких как закаленная сталь и керамика. ООО Чжучжоу Чжижун Продвинутых Материалов (https://www.zrcarbide.ru) специализируется на производстве пластин для глубокого сверления из твердых сплавов, которые, как они утверждают, полностью совместимы с продукцией Kennametal, предлагая стабильное качество и надежные сроки поставки для клиентов в различных отраслях.
Не стоит забывать и о покрытиях. Применение специальных покрытий, таких как TiN, TiCN, AlTiN, позволяет повысить износостойкость резцов, снизить коэффициент трения и улучшить теплоотвод. Различные покрытия используются для различных материалов и режимов резания. Например, TiN покрытия используются для сверления мягких металлов, а AlTiN – для сверления твердых металлов.
Практический пример: Проблемы с сверлением титана
Недавно мы столкнулись с проблемой при сверлении титана. Клиент использовал сверла из обычной быстрорежущей стали, которые очень быстро изнашивались и ломались. Пришлось пересмотреть выбор материала и перейти на сверла из твердого сплава с TiN покрытием. Это решение позволило значительно увеличить срок службы сверл и повысить производительность. Оказывается, титан – очень сложно обрабатываемый материал, и для его сверления требуется специальный инструмент.
В другой ситуации клиент жаловался на сколы при сверлении стали. При проверке выяснилось, что геометрия резцов была не оптимальной для данного материала. После замены сверл на более подходящие, проблема была решена. Этот пример показывает, что даже небольшая ошибка в выборе инструмента может привести к серьезным последствиям.
Контроль качества: Гарантия надежности
Контроль качества – это неотъемлемая часть производства заводов корончатых буровых инструментов. Он включает в себя проверку геометрии, размеров, твердости, износостойкости и других параметров. Современные методы контроля качества позволяют выявить даже незначительные дефекты, которые могут повлиять на работу инструмента. Например, используются оптические микроскопы, профилометры, твердомеры и другие приборы.
Важно, чтобы контроль качества осуществлялся на всех этапах производства, а не только на заключительном. Это позволяет исключить брак и обеспечить соответствие готового изделия требованиям заказчика. Наличие сертификатов качества и соответствия стандартам является важным показателем надежности производителя.
Заключение: Итоги и перспективы
Итак, производство корончатых буровых инструментов – это сложная и ответственная область. Успех зависит от множества факторов: от выбора материала и геометрии резцов до контроля качества и термической обработки. Не стоит экономить на инструменте, так как это может привести к серьезным финансовым потерям. В конечном итоге, качественный инструмент – это залог эффективного и бесперебойного производства.
В будущем ожидается дальнейшее развитие технологий производства заводов корончатых буровых инструментов. Появляются новые материалы, методы обработки и покрытия, которые позволяют повысить производительность и долговечность инструмента. Особенно перспективным направлением является применение аддитивных технологий для изготовления резцов сложной геометрии.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Держатель термоусадочного инструмента HSK
Держатель термоусадочного инструмента HSK -
 Серия HG680 для высокоскоростной обработки твёрдых материалов
Серия HG680 для высокоскоростной обработки твёрдых материалов -
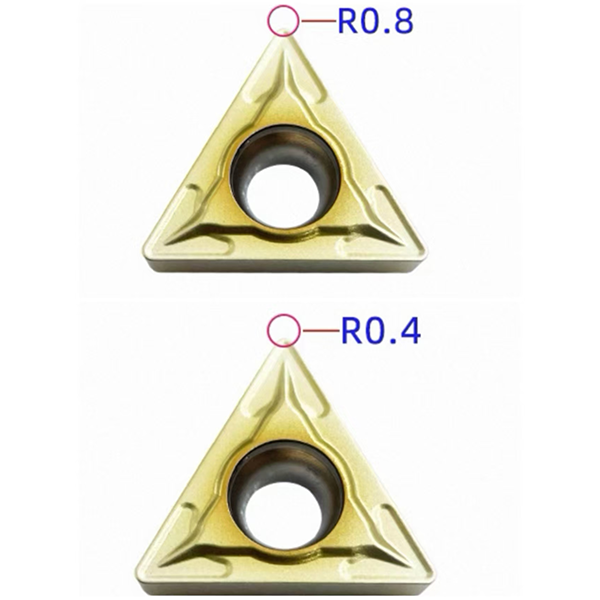 Токарная пластина TCMT
Токарная пластина TCMT -
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
 Твердосплавные прутки малого диаметра
Твердосплавные прутки малого диаметра -
 Пластина для прорезных резцов TDJ
Пластина для прорезных резцов TDJ -
 Пластина для нарезания резьбы 16ERIR-W
Пластина для нарезания резьбы 16ERIR-W -
 Токарная пластина SNMG
Токарная пластина SNMG -
 Держатель термоусадочного инструмента BT
Держатель термоусадочного инструмента BT -
 Пластина для прорезных резцов TDC
Пластина для прорезных резцов TDC -
 Токарная пластина VNMG
Токарная пластина VNMG -
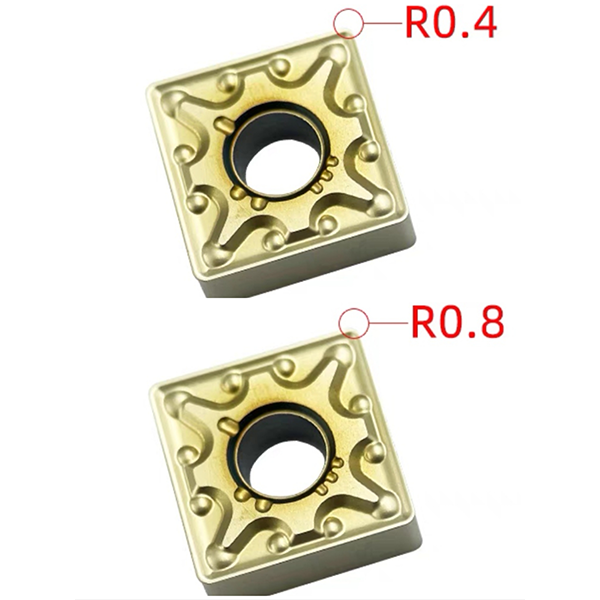
 Токарная пластина CNMG
Токарная пластина CNMG
Связанный поиск
Связанный поиск- Установки для шлифования твердосплавных стержней
- Китайские производители пластин с pvd/cvd покрытием
- Цена твердосплавных сверл для обработки металла
- Ведущие поставщики индексируемых резцедержателей из китая
- Лучшие покупатели сверл с твердосплавными напайками и твердосплавными вставками из китая
- Ведущие покупатели твердосплавных сверл для обработки стали из китая
- Завод пластин k10
- Поставщики импортеры/розничные продавцы инструментов с чпу
- Твердосплавные пластины с чпу
- Установки для твердосплавных стержней din



