

Завод сменных пластин для токарных инструментов
Сменные пластины для токарных инструментов – тема, которая часто вызывает много вопросов, особенно у тех, кто только начинает работать в области машиностроения. Многие считают, что это просто замена одного инструмента другим, но на самом деле, это целая наука, требующая понимания материалов, геометрии и специфики обрабатываемых деталей. Сегодня хочу поделиться своим опытом, с некоторыми, возможно, не самым приятным, но важным, уроками, которые мы вынесли в ООО Чжучжоу Чжижун Продвинутых Материалов. Мы не стремимся рассказать обо всем, а скорее поделиться фрагментами работы, с которыми сталкивались напрямую. Это не теоретические рассуждения, а практический опыт.
Обзор: Зачем вообще нужно делать собственные пластины?
Часто при обсуждении пластин для токарных инструментов, возникает вопрос: зачем вообще заниматься их производством, если на рынке существует огромное количество готовых решений? Ответ прост: индивидуализация. Возможность адаптировать геометрию и материал под конкретные задачи, добиться оптимального срока службы и стоимости – вот ключевые преимущества собственной разработки. Особенно это актуально для специфичных операций, где стандартные пластины не обеспечивают желаемого результата. Кроме того, контроль качества и стабильность поставок, а также возможность оперативно вносить изменения в конструкцию – это важные факторы для многих предприятий.
Мы начали с идеи создания пластин, совместимых с продукцией Kennametal, что поначалу казалось вполне простой задачей. Но очень быстро столкнулись с тем, что простое копирование геометрии недостаточно. Надо учитывать особенности производства, доступные материалы, и конечно, требования к производительности. И это уже совсем другая история.
Материалы: от быстрорежущей стали до карбида вольфрама
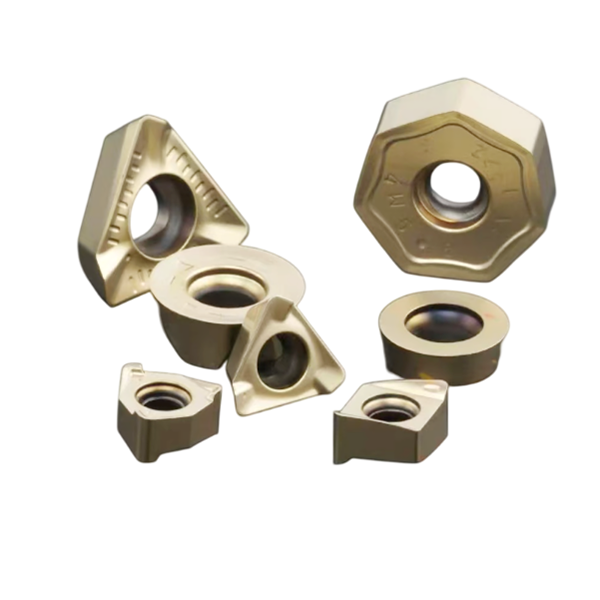
Выбор материала – это, пожалуй, один из самых важных этапов. В нашей практике мы использовали различные типы быстрорежущей стали (например, M2, M3, M4), карбид вольфрама (WC) в различных модификациях, а также пластины с керамическими вставками. Каждый материал имеет свои преимущества и недостатки, и выбор зависит от обрабатываемого материала, режимов резания и требуемой точности.
Изначально, мы экспериментировали с более доступными материалами – быстрорежущей сталью. Получались вполне неплохие результаты для простых операций. Однако, при работе с твердыми сплавами или при высоких скоростях резания, сталь быстро изнашивалась. Попытки использования более дорогих материалов – карбида вольфрама – не всегда приводили к ожидаемому результату. Во многом это зависело от качества обработки, точности размеров и, конечно, от процесса термообработки. Тут мы натолкнулись на проблему – не всегда было понятно, как добиться стабильных результатов.
Помню один интересный случай с производством пластин для обработки закаленной стали. Мы несколько раз меняли состав сплава карбида вольфрама, экспериментировали с различными добавками, но так и не смогли добиться нужной стойкости. В итоге, вернулись к использованию более стабильного сплава и внесли изменения в геометрию режущей кромки. Это показало, что решение не всегда в выборе 'лучшего' материала, а скорее в оптимизации всего процесса.
Геометрия и конструктивные особенности: что влияет на срок службы?
Геометрия режущей кромки, угол наклона режущей кромки, ширина и глубина реза, наличие канавок для охлаждения – все это играет важную роль в определении срока службы пластины. Неправильно подобранная геометрия может привести к преждевременному износу, повышенному трению и снижению производительности.
Мы активно использовали методы 3D-моделирования и анализа методом конечных элементов (FEA) для оптимизации геометрии пластин. Это позволило нам предсказать поведение инструмента в различных режимах резания и выявить потенциальные проблемные места. Конечно, FEA – это не панацея, и всегда требуется подтверждение результатов на практике. Но это существенно ускоряет процесс разработки.
Один из интересных экспериментов – это модификация формы режущей кромки для обработки деталей сложной геометрии. Например, для обработки внутренних поверхностей мы использовали пластины с V-образной формой режущей кромки и канавками для удаления стружки. Это позволило значительно увеличить скорость резания и улучшить качество поверхности.
Термообработка: ключ к долговечности
Термообработка – важный этап в производстве сменных пластин для токарных инструментов из быстрорежущей стали и карбида вольфрама. Правильная термообработка позволяет улучшить твердость, износостойкость и прочность материала. Однако, термообработка – это сложный процесс, требующий точного контроля температуры и времени выдержки.
Изначально, мы обращались к сторонним организациям для термообработки. Но постепенно решили организовать собственное термообработочное производство. Это позволило нам получить больший контроль над качеством и сократить сроки выполнения заказов. В процессе обучения, мы столкнулись с множеством проблем – неправильный выбор режима нагрева, недостаточная скорость охлаждения, появление внутренних напряжений. Было много неудачных попыток.
Опыт показывает, что термообработка – это не просто нагрев и охлаждение материала. Это целая наука, требующая глубоких знаний и опыта. Нужно учитывать состав сплава, размер и форму детали, а также требуемые свойства после термообработки. Неправильная термообработка может привести к снижению срока службы пластины или даже к ее разрушению.
Проблемы и решения: что нужно знать на практике
В процессе производства пластин для токарных инструментов мы столкнулись с рядом проблем, с которыми стоит ознакомиться другим производителям. Одна из основных проблем – это контроль качества. Необходимо тщательно контролировать все этапы производства – от выбора материала до термообработки и полировки. Даже небольшая деталь, такой как неправильная полировка режущей кромки, может существенно снизить срок службы пластины.
Кроме того, важной задачей является минимизация брака. Брак может возникать по различным причинам – некачественное сырье, ошибки в технологическом процессе, неправильная установка оборудования. Для минимизации брака необходимо внедрять систему контроля качества на всех этапах производства.
Еще одна проблема – высокая стоимость оборудования. Производство сменных пластин для токарных инструментов требует использования дорогостоящего оборудования – станков с ЧПУ, термообработочного оборудования, полировального оборудования. Поэтому необходимо тщательно планировать инвестиции и выбирать оборудование, которое соответствует потребностям предприятия.
В заключение хочу сказать, что производство пластин для токарных инструментов – это сложный, но интересный процесс. Он требует знаний, опыта и постоянного совершенствования. Но, при правильном подходе, это может стать эффективным способом снижения затрат, повышения качества продукции и увеличения конкурентоспособности предприятия. У нас, в ООО Чжучжоу Чжижун Продвинутых Материалов, мы продолжаем искать новые пути оптимизации производства и улучшения качества продукции. Если вам интересно узнать больше, приглашаю посетить наш сайт https://www.zrcarbide.ru, там вы сможете найти более подробную информацию о нашей продукции и услугах.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
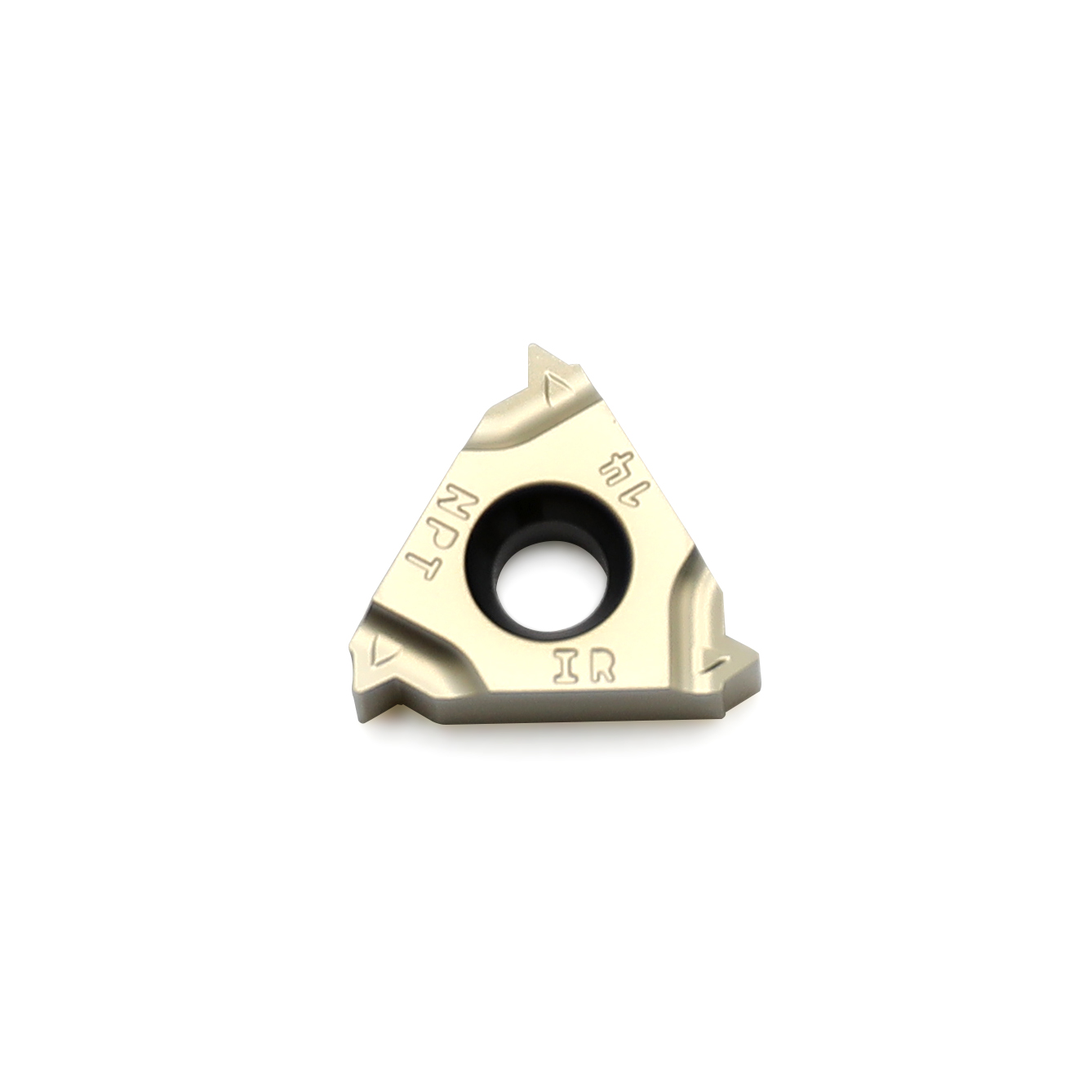 Пластина для нарезания резьбы16ERIR-NPT
Пластина для нарезания резьбы16ERIR-NPT -
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
 Фрезерная пластина RDMT1204MO
Фрезерная пластина RDMT1204MO -
 Пластина для прорезных резцов TDC
Пластина для прорезных резцов TDC -
 Токарная пластина CCMT
Токарная пластина CCMT -
 Высокоточный гидравлический держатель инструмента HSK
Высокоточный гидравлический держатель инструмента HSK -
 Высокоточный гидравлический держатель инструмента
Высокоточный гидравлический держатель инструмента -
 Пластина для нарезания 16ERIR-ISO
Пластина для нарезания 16ERIR-ISO -
 Твердосплавные прутки с одним отверстием
Твердосплавные прутки с одним отверстием -
 Фрезерная пластина OMMU
Фрезерная пластина OMMU -
 Высокоточный гидравлический держатель инструмента серии BT
Высокоточный гидравлический держатель инструмента серии BT -
 Твердосплавные сверла для глубокого сверления
Твердосплавные сверла для глубокого сверления
Связанный поиск
Связанный поиск- Производители 150 мм карбида вольфрама стержней
- Фреза 4 зуба
- Завод прецизионных обрабатывающих инструментов с чпу
- Производители инструментов с чпу с быстрой доставкой
- Производители твердосплавных материалов для режущего инструмента
- Лучшие покупатели неперфорированных вставок из китая
- Поставщики bk20 стержней из китая
- Китайские производители твердосплавных ступенчатых сверл
- 30 градусов спиральное отверстие карбида вольфрама стержни завод
- Производители пластин с покрытием tialn



