

Завод твердосплавных фрез с чпу
Резцы твердосплавные с ЧПУ – это уже не просто тренд, а необходимость для многих машиностроительных предприятий. Но часто возникает путаница: какой именно резец выбрать, как оптимизировать процесс обработки, и где найти надежного поставщика? В этой статье я постараюсь поделиться своим опытом, основанным на реальных проектах и наблюдениях за рынком, обсудить типичные ошибки и предложить некоторые решения. Мы поговорим о выборе материалов, особенностях геометрии, параметрах резания и, конечно, о влиянии ЧПУ на качество и производительность.
Выбор материала: баланс между прочностью и износостойкостью
Первый и, пожалуй, самый важный аспект – это выбор материала для твердосплавного резца. Здесь нет универсального ответа, все зависит от обрабатываемого материала, режимов резания и требуемой точности. Чаще всего используют карбид вольфрама (WC), карбид титана (TiN), нитрид титана (TiN) и их различные сплавы. Я не раз сталкивался с ситуациями, когда слишком жесткий инструмент приводил к преждевременному износу, а недостаточно твердый – к ухудшению качества поверхности. Важно понимать, что даже небольшой выбор материала может существенно повлиять на экономику производства в долгосрочной перспективе.
Например, для обработки закаленной стали часто выбирают резцы с TiN-покрытием. Это покрытие обеспечивает высокую твердость и износостойкость, что позволяет увеличить срок службы инструмента. Однако, при работе с более мягкими материалами, например, алюминием или латунью, возможно применение резцов с другими покрытиями или даже без них. На практике, мы часто экспериментировали с различными вариантами TiN-покрытий, чтобы найти оптимальное сочетание между долговечностью и стоимостью. Иногда, даже небольшие изменения в толщине покрытия могут существенно повлиять на результаты.
Не стоит забывать и о качественном исполнении. Даже самый лучший материал может оказаться неэффективным, если резец изготовлен с ошибками. У нас был случай, когда резцы с небольшими отклонениями от заявленной геометрии приводили к вибрации и ухудшению качества обработки. Это подчеркивает важность выбора надежного поставщика и контроля качества продукции.
Особенности геометрии резцов для ЧПУ
В эпоху ЧПУ-обработки геометрия резцов приобретает особое значение. Оптимальная геометрия позволяет не только повысить производительность, но и снизить нагрузку на станок и увеличить срок службы инструмента. В частности, важно учитывать угол наклона режущей кромки, угол заострения и наличие канавок для отвода стружки. Слишком острый угол наклона может привести к повышенному трению и перегреву, а недостаточная канавка – к заклиниванию инструмента.
Мы часто рекомендуем клиентам использовать резцы с оптимизированной геометрией для конкретных задач. Например, для обработки сложных профилей, с большим количеством вырезов и углов, оптимальным выбором будут резцы с фасонной геометрией. В таких случаях, использование резцов с обычными углами наклона может привести к ухудшению качества поверхности и увеличению времени обработки. Важно учитывать все факторы, чтобы достичь оптимального результата.
Кстати, мы сотрудничаем с несколькими производителями, которые предлагают широкий ассортимент резцов с различными геометрическими параметрами. Один из наших партнеров, компания ООО Чжучжоу Чжижун Продвинутых Материалов (https://www.zrcarbide.ru), предлагает пластины для глубокого сверления, полностью совместимые с продукцией Kennametal. Мы были приятно удивлены качеством и доступными ценами на их продукцию, что позволило нам предложить нашим клиентам более выгодные решения.
Параметры резания: тонкая настройка для максимальной эффективности
Правильный выбор параметров резания – это ключевой фактор, влияющий на качество и производительность обработки. Скорость резания, подача и глубина резания должны быть подобраны с учетом материала, геометрии резца и мощности станка. Неправильные параметры могут привести к преждевременному износу инструмента, ухудшению качества поверхности и даже к поломке станка. Мы всегда начинаем с рекомендованных значений, указанных производителем резца, а затем корректируем их на основе результатов пробных заданий.
Важно учитывать и систему охлаждения. При обработке твердых материалов выделяется большое количество тепла, которое может привести к перегреву резца и ухудшению его свойств. Поэтому использование СОЖ (жидкости для резания) – это необходимое условие для обеспечения качественной обработки. Мы часто используем различные типы СОЖ, в зависимости от материала и режимов резания. Например, для обработки цветных металлов можно использовать водные СОЖ, а для обработки черных металлов – масла. Современные технологии позволяют использовать специализированные СОЖ, которые не только охлаждают резец, но и улучшают качество поверхности и продлевают срок службы инструмента.
Например, при обработке высокопрочных сталей, мы часто используем резцы с углом отвода стержни (leave angle), который обеспечивает эффективный отвод стружки и предотвращает ее заклинивание. Тщательная настройка всех параметров резания позволяет нам достигать максимальной производительности и качества обработки.
Типичные ошибки и их предотвращение
За годы работы мы сталкивались с множеством ошибок, связанных с использованием твердосплавных резцов с ЧПУ. Одна из самых распространенных – это неправильный выбор инструмента для конкретной задачи. Часто клиенты пытаются использовать универсальный резец для всех видов обработки, что приводит к ухудшению качества и преждевременному износу инструмента. Важно понимать, что каждый резец предназначен для определенного типа обработки и определенного материала.
Другая распространенная ошибка – это несоблюдение рекомендаций производителя по параметрам резания. Многие клиенты игнорируют рекомендации и используют слишком высокие скорости резания или слишком большую подачу, что приводит к перегреву резца и ухудшению качества поверхности. Важно всегда начинать с рекомендованных значений и корректировать их на основе результатов пробных заданий. Также, часто встречается неправильная установка инструмента в станок, что приводит к вибрации и ухудшению качества обработки. Важно убедиться, что резец надежно закреплен и правильно установлен в шпиндель.
Одной из наиболее частых проблем является неправильное обслуживание резцов. Если резцы не чистят от стружки и не хранят в сухом месте, их срок службы может значительно сократиться. Регулярная проверка резцов на наличие повреждений и замена изношенных инструментов – это необходимое условие для обеспечения качественной и надежной работы станка.
Перспективы развития технологий
Технологии обработки твердометаллическими резцами с ЧПУ постоянно развиваются. В последние годы наблюдается тенденция к использованию более сложных и точных систем управления, а также к разработке новых материалов и геометрий резцов. Например, активно развивается технология обработки с использованием резцов с нанопокрытиями, которые обеспечивают еще более высокую твердость и износостойкость. Также, появляются новые методы обработки, такие как микро-обработка, которые позволяют получать детали с очень высокой точностью и качеством поверхности.
Мы следим за новыми тенденциями и постоянно расширяем ассортимент предлагаемой продукции, чтобы удовлетворить потребности наших клиентов. Мы уверены, что в будущем твердосплавные резцы с ЧПУ будут играть все более важную роль в машиностроении.
Если вам интересны решения для обработки твердых материалов с использованием резаков твердосплавных с ЧПУ, не стесняйтесь обращаться к нам. Мы всегда готовы помочь вам выбрать оптимальное решение для вашей задачи.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
 Пластина для прорезных резцов MGMN
Пластина для прорезных резцов MGMN -
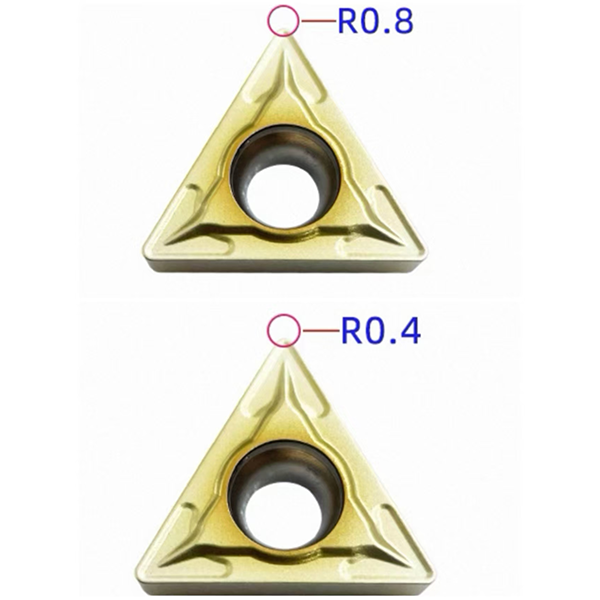 Токарная пластина TCMT
Токарная пластина TCMT -
 Высокоточный гидравлический держатель инструмента серии BBT
Высокоточный гидравлический держатель инструмента серии BBT -
 Пластина для нарезания 16ERIR-ISO
Пластина для нарезания 16ERIR-ISO -
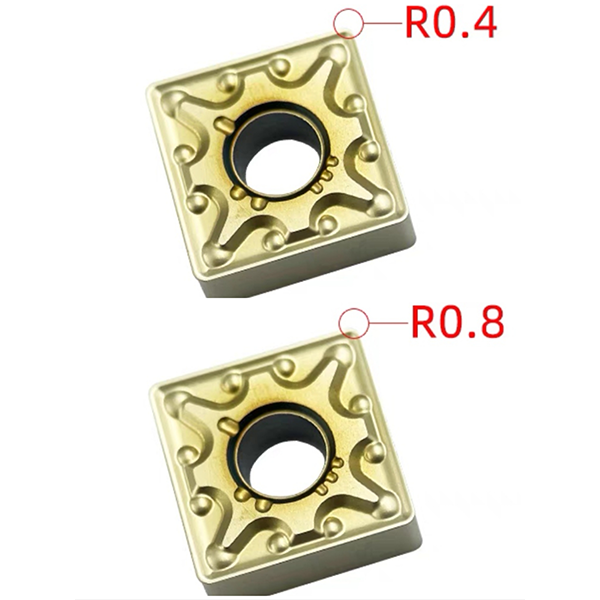 Токарная пластина SNMG
Токарная пластина SNMG -
 Пластина для нарезания резьбы 16ERIR-G
Пластина для нарезания резьбы 16ERIR-G -
 Пластина для U-сверл WCMT WCMX
Пластина для U-сверл WCMT WCMX -
 Твердосплавные листы
Твердосплавные листы -
 Твердосплавные плиты
Твердосплавные плиты -
 Твердосплавные прутки с одним отверстием
Твердосплавные прутки с одним отверстием -
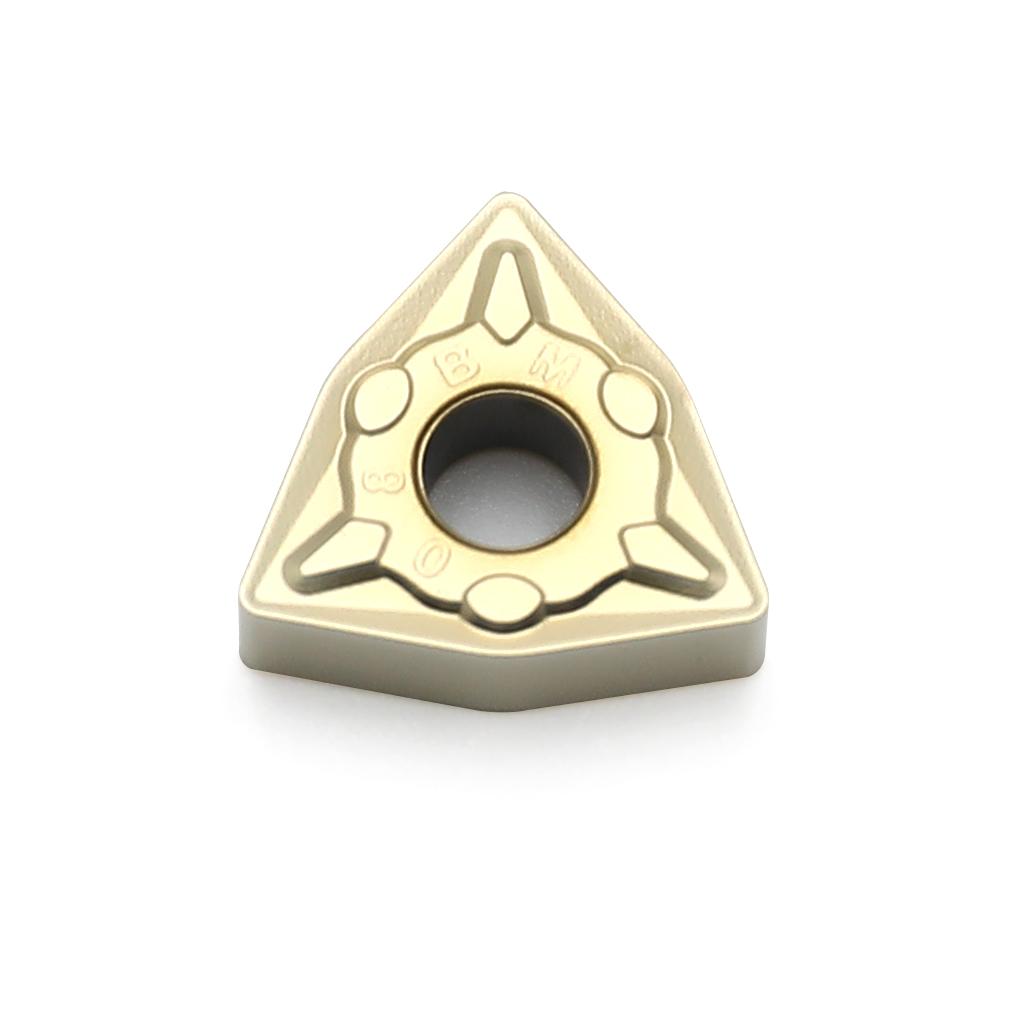 Токарная пластина WNMG
Токарная пластина WNMG
Связанный поиск
Связанный поиск- Поставщики неперфорированных пластин из китая
- Сверло твердосплавное по чугуну
- Пластины с алмазным покрытием
- Китай фрезерный станок цена
- Китайские производители твердосплавных пластин для металлорежущих инструментов
- Поставщики твердосплавных сверл для обработки стали
- Оптовые поставки cnc режущих пластин
- Твердосплавный пруток с отверстием
- Поставщики инструментов для сверления с чпу
- Высокоточные режущие инструменты с чпу



