

Зенкер для чпу
Резцы для ЧПУ… Звучит просто, но в реальной работе нюансов хватает. Многие начинающие операторы считают, что выбор резца – это выбор по диаметру и длине, и все готово. Это, конечно, половина дела, но далеко не всё. На самом деле, правильный выбор резца – это компромисс между производительностью, долговечностью инструмента и, конечно, стоимостью. Часто сталкиваешься с ситуацией, когда 'подбираешь' резец 'на глаз', после чего начинаются проблемы с качеством обработки и быстроизнашиваемостью инструмента. Я вот, начинал как и многие, тоже ошибся пару раз, пока не понял, что тут все не так просто.
Обзор: Выбор резца для ЧПУ – это не только размер
Сегодня поговорим о том, какие факторы действительно влияют на выбор резца для ЧПУ и как избежать распространенных ошибок. Мы обсудим выбор геометрии, материалов, а также особенности применения разных типов резцов. Постараюсь поделиться опытом, который приобрёл за время работы с различными станками и материалами. А также расскажу о некоторых ситуациях, когда 'стандартные' решения не работают и требуется нестандартный подход. В нашей компании, ООО Чжучжоу Чжижун Продвинутых Материалов, мы постоянно сталкиваемся с подобными задачами.
Материалы резцов: быстрорежущая сталь, твердосплавные и их модификации
Первое, что бросается в глаза – это материал. Быстрорежущая сталь (HSS) – это бюджетный вариант, подходящий для мягких материалов, таких как алюминий или пластик. Но если вам нужна высокая твердость и износостойкость, то стоит обратить внимание на твердосплавные резцы (Carbide). И тут уже начинается самое интересное: твердосплавные резцы бывают разных видов, с разной минерализацией и добавками. Например, резцы с вольфрамовым карбидом (WC) более твердые и прочные, но и более хрупкие. А резцы с молибденовым карбидом (MoC) – обладают лучшей износостойкостью. Выбор зависит от конкретного материала и режима резания. Важно помнить, что слишком твердый резец может привести к раскалыванию материала, а слишком мягкий – к быстрому износу. Мы часто рекомендуем нашим клиентам резцы с модифицированным вольфрамовым карбидом (CTE) для работы с высокопрочными сталями. CTE резцы обладают повышенной термостойкостью и износостойкостью.
Нельзя забывать и о покрытиях. Например, TiN (нитрид титана) улучшает износостойкость и уменьшает трение, а TiAlN (нитрид титана-алюминия) – повышает термостойкость. Выбор покрытия зависит от условий резания: скорости резания, подачи, нагрузки. В нашей практике, при обработке нержавеющей стали, TiAlN покрытия показывают себя наиболее эффективно.
Геометрия резца: влияние на качество обработки
Геометрия резца – это, пожалуй, самый важный фактор, влияющий на качество обработки. Форма режущей кромки, угол наклона режущей кромки, угол заострения – все это оказывает влияние на чистоту поверхности, точность размеров и производительность. Например, резцы с большим углом наклона режущей кромки обеспечивают лучшую чистоту поверхности, но снижают производительность. А резцы с малым углом наклона режущей кромки обеспечивают более высокую производительность, но ухудшают качество поверхности. При выборе геометрии нужно учитывать не только материал обрабатываемого детали, но и требуемую точность и чистоту поверхности. Иногда требуется подбор оптимальной геометрии путем экспериментов.
Еще один важный параметр – это количество зубьев. Чем больше зубьев, тем лучше качество поверхности, но тем ниже производительность. Для грубой обработки используют резцы с меньшим количеством зубьев, а для чистовой обработки – с большим количеством зубьев. Однако, слишком большое количество зубьев может привести к образованию заусенцев и ухудшению качества поверхности. Например, при обработке алюминия часто используют резцы с большим количеством зубьев и небольшим шагом.
Выбор резца для различных задач
В зависимости от задачи, выбор резца может существенно отличаться. Например, для глубокого сверления используют специальные резцы с увеличенной длиной режущей части и увеличенным количеством зубьев. Для обработки сложных контуров используют резцы с конической формой режущей кромки. Для обработки тонких листов металла используют резцы с небольшим диаметром и малым углом наклона режущей кромки. Мы предлагаем в ООО Чжучжоу Чжижун Продвинутых Материалов широкий ассортимент резцов для различных задач, включая резцы для глубокого сверления.
Ошибки при выборе резца для ЧПУ и как их избежать
Наиболее распространенная ошибка – это выбор резца 'на глаз', без учета конкретных условий резания. Также часто используют резцы, которые не подходят для конкретного материала или режима резания. Еще одна ошибка – это использование резцов с изношенной режущей кромкой. Рекомендуется регулярно проверять состояние резцов и заменять их при необходимости. И, конечно, не стоит забывать о смазке и охлаждении инструмента. Правильная смазка и охлаждение помогут продлить срок службы резца и улучшить качество обработки.
Мы в ООО Чжучжоу Чжижун Продвинутых Материалов, постоянно совершенствуем нашу продукцию, работаем над созданием резцов, которые максимально соответствуют требованиям современных производств. Мы всегда готовы помочь вам с выбором резца для вашей задачи. На нашем сайте https://www.zrcarbide.ru вы можете найти подробную информацию о нашей продукции и связаться с нашими специалистами. Помните, что правильный выбор резца для ЧПУ – это инвестиция в качество и долговечность вашей продукции.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Твердосплавные плиты
Твердосплавные плиты -
 Твердосплавные прутки малого диаметра
Твердосплавные прутки малого диаметра -
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
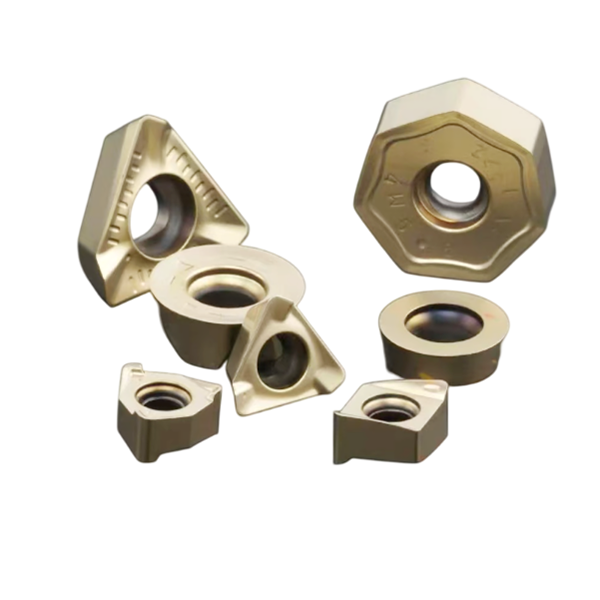
 Фрезерная пластина SPMG
Фрезерная пластина SPMG -
 Высокоточный гидравлический держатель инструмента
Высокоточный гидравлический держатель инструмента -
 Фрезерная пластина LNMU
Фрезерная пластина LNMU -
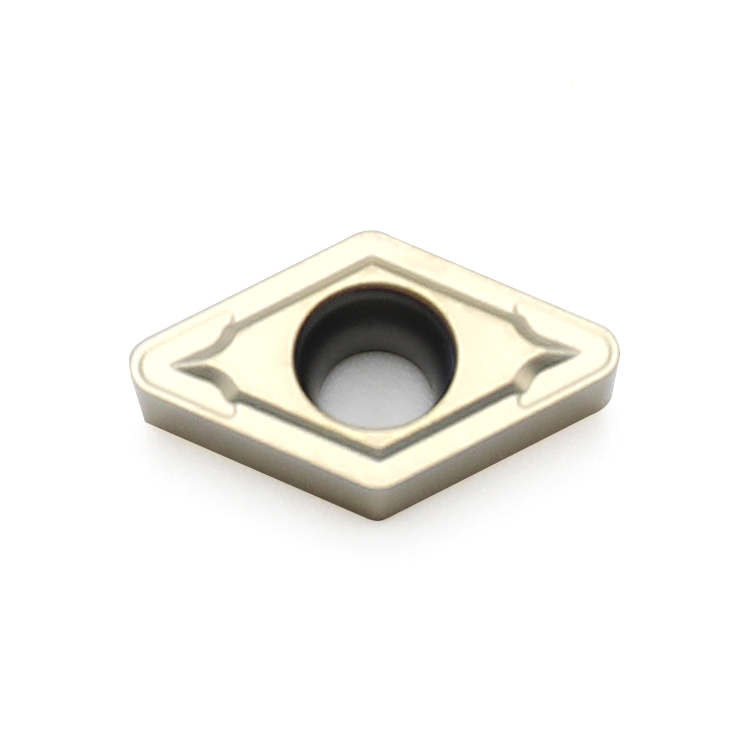 Токарная пластина DCMT
Токарная пластина DCMT -
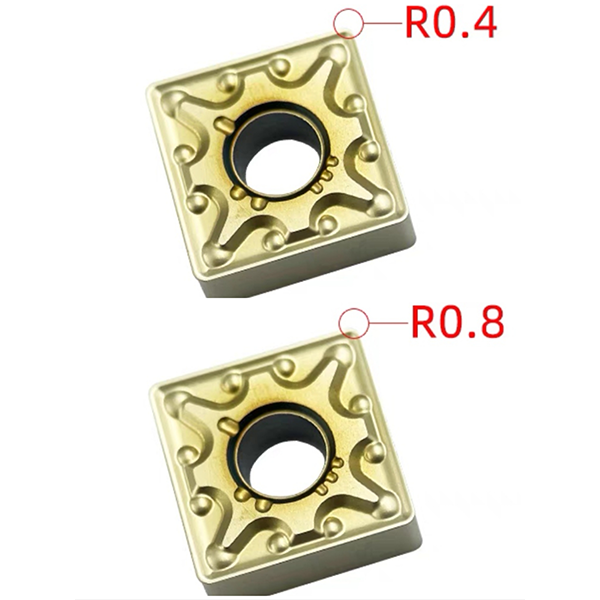 Токарная пластина SNMG
Токарная пластина SNMG -
 Экономичные твердосплавные фрезы
Экономичные твердосплавные фрезы -
 Корончатое сверло
Корончатое сверло -
 Держатель термоусадочного инструмента HSK
Держатель термоусадочного инструмента HSK -
 Токарная пластина TNMG
Токарная пластина TNMG
Связанный поиск
Связанный поиск- Китайские поставщики стержней из карбида вольфрама
- Цена алмазной фрезы с чпу
- Pvd/cvd покрытые режущие пластины
- Поставщики перфорированных вставок из китая
- Основные покупатели сверл со сменными пластинами
- Производитель твердосплавных сверл с покрытием tin
- Производители твердосплавных фрез с чпу
- Завод титановых режущих пластин
- Лучшие покупатели 6 мм сверл с твердосплавными наконечниками из китая
- Поставщики dnmg вставки из китая



