

Пластина ccmt
Сегодня много говорят о пластинах ccmt, особенно в контексте увеличения производительности и снижения затрат на обработку. Но часто это все сводится к маркетинговым заявлениям и сравнениям с конкретными брендами. Хочу поделиться своими мыслями, основанными на многолетнем опыте работы в области производства режущего инструмента. Не буду вдаваться в сухие характеристики и таблицы – лучше расскажу о реальных ситуациях, о том, что работает, а что – нет.
Что такое ccmt на самом деле?
Прежде чем говорить о пластинах ccmt как о готовом решении, важно понять, что это не какая-то волшебная палочка. CCMT – это, по сути, твердосплавная пластина с особым составом и геометрией режущей кромки. Ключевое здесь – материал. Обычно это карбид вольфрама с добавлением различных легирующих элементов, которые повышают твердость, износостойкость и жаропрочность. Именно состав определяет области применения. Более твердые сплавы подходят для твердых материалов, таких как закаленная сталь или чугун, а менее твердые – для более мягких.
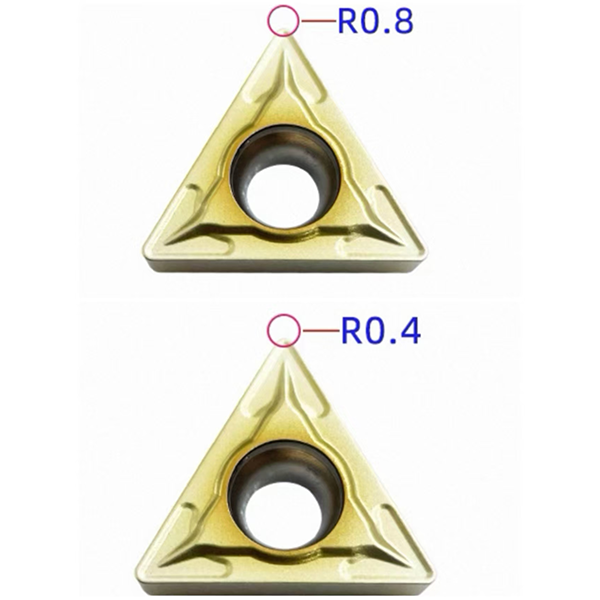
Существует множество производителей пластин ccmt, и не все они одинаково хороши. Качество материала – это только часть уравнения. Важны также технологические процессы изготовления, в частности, обработка режущей кромки. Она может быть разной: с различными углами заусенцев, покрытиями и т.д. Выбор оптимальной геометрии зависит от обрабатываемого материала, режима резания и требуемого качества поверхности.
Я часто сталкиваюсь с ситуацией, когда клиенты выбирают пластины ccmt на основе цены, не учитывая нюансы материала и геометрии. В результате, получают инструмент, который быстро изнашивается или не обеспечивает желаемой производительности. И это – большая ошибка, приводящая к дополнительным затратам и простою оборудования.
Наши разработки и опыт
Наша компания, ООО Чжучжоу Чжижун Продвинутых Материалов, специализируется на производстве пластин для глубокого сверления. Мы разработали ряд собственных разработок, которые, как мы считаем, превосходят аналогичные продукты Kennametal по сочетанию геометрии и производительности, при этом обеспечивая стабильное качество и надежные сроки поставки. Мы работаем с автомобильными компонентами, нефтегазовым оборудованием, изготовлением пресс-форм и тяжелого машиностроения. Это предъявляет высокие требования к инструменту.
Один из интересных проектов – разработка пластин ccmt для сверления больших диаметров в высокопрочных сталях. Мы экспериментировали с различными составами сплава и геометриями режущей кромки, чтобы добиться максимальной износостойкости и производительности. В итоге, удалось создать инструмент, который обеспечивает стабильную подачу материала и минимальный уровень вибраций, даже при высоких режимах резания. Это потребовало значительных усилий по настройке технологического процесса и валидации результатов на реальном оборудовании.
Как и в любом производственном процессе, были и неудачи. Помню один случай, когда мы использовали пластины ccmt с слишком агрессивной геометрией для мягкого материала. Результатом было быстрое износ режущей кромки и снижение качества обработки. Пришлось пересмотреть геометрию и подобрать более подходящий состав сплава. Этот опыт научил нас важности учета множества факторов при выборе инструмента.
Особенности выбора и применения
При выборе пластин ccmt следует учитывать не только материал, но и покрытие. Покрытие может быть TiN, TiAlN, AlCrN и т.д. Каждое покрытие имеет свои преимущества и недостатки. TiN обеспечивает хорошую износостойкость, но менее устойчив к высоким температурам, чем TiAlN. TiAlN, в свою очередь, более устойчив к высоким температурам, но может быть более хрупким. Выбор покрытия зависит от условий резания и обрабатываемого материала.
Важным фактором является также угол заусенца. Слишком большой угол заусенца может приводить к повышенному трению и снижению износостойкости, а слишком маленький – к образованию заусенцев и ухудшению качества поверхности. В идеале, угол заусенца должен быть оптимизирован для конкретного материала и режима резания. Мы используем специальные методы расчета и моделирования, чтобы определить оптимальный угол заусенца для наших пластин ccmt.
Проблемы с охлаждением и смазкой
Охлаждение и смазка – критически важные факторы при использовании пластин ccmt, особенно при высоких режимах резания. Недостаточная смазка приводит к перегреву инструмента и снижению его износостойкости. Неправильный выбор охлаждающей жидкости может привести к коррозии инструмента и ухудшению качества обработки. Наши клиенты часто сталкиваются с проблемами, связанными с неправильной настройкой системы охлаждения и смазки. Поэтому мы рекомендуем тщательно проанализировать условия резания и подобрать оптимальную систему охлаждения и смазки.
Контроль качества и обратная связь
Очень важно осуществлять контроль качества пластин ccmt на всех этапах производства. Это включает в себя контроль состава сплава, геометрии режущей кромки, покрытия и качества обработки. Также важно собирать обратную связь от клиентов, чтобы оперативно выявлять и устранять недостатки. Мы постоянно работаем над улучшением качества наших пластин ccmt, учитывая опыт, полученный от наших клиентов.
Заключение
Пластины ccmt – это эффективный инструмент для увеличения производительности и снижения затрат на обработку. Однако, для достижения оптимальных результатов необходимо учитывать множество факторов: материал, геометрия, покрытие, условия резания и смазки. Не стоит экономить на качестве инструмента, так как это может привести к более высоким затратам в долгосрочной перспективе. Помните, что правильный выбор и применение пластин ccmt – это инвестиция в эффективность производства.
Если у вас есть вопросы по выбору пластин ccmt, обращайтесь к нам. Мы будем рады помочь вам подобрать оптимальное решение для ваших задач. Более подробную информацию о наших продуктах и услугах вы можете найти на нашем сайте: https://www.zrcarbide.ru.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Токарная пластина WNMG
Токарная пластина WNMG -
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
 Высокоточный гидравлический держатель инструмента серии SK
Высокоточный гидравлический держатель инструмента серии SK -
 Фрезерная пластина RDMT1204MO
Фрезерная пластина RDMT1204MO -
 Твердосплавные прутки малого диаметра
Твердосплавные прутки малого диаметра -
 Высокоточный гидравлический держатель инструмента серии BBT
Высокоточный гидравлический держатель инструмента серии BBT -
 Экономичные твердосплавные фрезы
Экономичные твердосплавные фрезы -
 Токарная пластина TNMG
Токарная пластина TNMG -
 Пластина для нарезания 16ERIR-ISO
Пластина для нарезания 16ERIR-ISO -
 Твердосплавные плиты
Твердосплавные плиты -
 Пластина для нарезания резьбы 16ERIR-G
Пластина для нарезания резьбы 16ERIR-G -
 Твердосплавные прутки с двойным прямым отверстием
Твердосплавные прутки с двойным прямым отверстием
Связанный поиск
Связанный поиск- Сверло твердосплавное с покрытием tin
- Завод токарных инструментов с чпу
- Основные страны-покупатели твердосплавных сверл с покрытием tialn
- Основные страны-покупатели твердосплавных сверл с охлаждающей жидкостью
- Установки для стержней диаметром 8 мм
- Производители стержней bk10
- Китайские поставщики твердосплавных пластин для токарных станков
- Завод сменных пластин для токарных инструментов
- Ведущие страны-поставщики фрезерных инструментов по металлу из китая
- Поставщики твердосплавных концевых фрез из китая

