

Производители твердосплавных сверл для глубокого сверления
Глубокое сверление – задача нетривиальная. Часто новички, и даже опытные специалисты, склонны полагаться исключительно на заявленные характеристики резцов. Но реальный опыт показывает, что правильный выбор твердосплавного сверла для глубокого сверления – это комплексный подход, включающий в себя не только геометрию и материал, но и особенности обрабатываемого материала, режимы резания и даже технологию сверления в целом. Слишком много информации, слишком мало практики – вот что часто наблюдается. Давайте попробуем разобраться, о чем стоит думать, выбирая инструмент для этой задачи.
Особенности работы с глубоко сверлильными резцами
Первое, что сразу приходит в голову при выборе твердосплавных сверл для глубокого сверления – это материал заготовки. Сталь, чугун, алюминий, титан... каждый материал требует своего подхода. Я помню случай, когда мы работали с очень твердым легированным литьем. Выбрали резцы с вольфрамовым карбидом, но результаты были крайне неудовлетворительными – резцы быстро изнашивались, качество отверстий оставляло желать лучшего. Оказалось, что для этого материала нужен специальный сплав, более устойчивый к высоким температурам и абразивному износу. Просто 'вольфрам' здесь не помог.
Не менее важными являются режимы резания. Слишком высокая скорость резания или слишком низкая подача приведут к перегреву инструмента и его преждевременному износу. А слишком низкая скорость или слишком большая подача могут привести к заклиниванию сверла и повреждению заготовки. Важно найти оптимальное сочетание, которое позволит добиться максимальной производительности и качества.
Мы регулярно сталкиваемся с проблемой вибрации при глубоком сверлении. Это может быть вызвано разными факторами: неправильным выбором сверла, неоптимальными режимами резания, плохой фиксацией заготовки или неисправностями оборудования. Вибрация не только снижает качество отверстий, но и увеличивает износ инструмента. В таких случаях часто приходится пересматривать все параметры процесса.
Материалы и геометрия твердосплавных сверл для глубокого сверления
Современные твердосплавные сверла для глубокого сверления изготавливаются из разных материалов: вольфрамового карбида (WC), карбида вольфрама с добавками (WC-Co, WC-Ni, WC-Cr) и поликристаллического вольфрамового карбида (PWC). Каждый материал обладает своими преимуществами и недостатками. Вольфрамовый карбид – это самый распространенный материал, но он менее устойчив к высоким температурам и абразивному износу, чем сплавы с добавками. PWC – это более дорогой материал, но он обладает значительно лучшими эксплуатационными характеристиками.
Геометрия сверла также играет важную роль. Существуют разные типы геометрии: конические, цилиндрические, спиральные. Выбор геометрии зависит от материала заготовки и требуемой точности отверстий. Например, для глубокого сверления в твердых материалах часто используют конические резцы, а для сверления в мягких материалах – спиральные резцы.
При выборе твердосплавных сверл для глубокого сверления не стоит забывать о выполнении торцевой и спиральной поверхностей. Наличие твердосплавного покрытия на этих участках значительно увеличивает срок службы инструмента и повышает качество сверления. Мы в ООО Чжучжоу Чжижун Продвинутых Материалов, занимаемся разработкой и производством именно таких решений, с упором на совместимость с продукцией Kennametal, предлагая надежную альтернативу.
Реальные проблемы и их решения
Одна из распространенных проблем при глубоком сверлении – это перегрев инструмента и затупление резца. Это может быть вызвано разными факторами: слишком высокой скоростью резания, слишком низкой подачей, недостаточным охлаждением или неправильным выбором материала. В таких случаях необходимо снизить скорость резания, увеличить подачу, использовать СОЖ (среду охлаждения и смазки) или выбрать инструмент с более термостойким материалом.
Еще одна проблема – это образование стружки. Стружка может забивать сверло, препятствовать охлаждению и увеличивать износ инструмента. Для решения этой проблемы необходимо правильно выбрать СОЖ и обеспечить эффективный отвод стружки. Иногда помогает использование специальных геометрий сверл, которые способствуют образованию более длинной и тонкой стружки.
Мы однажды столкнулись с проблемой трещин в резцах при сверлении жаропрочных сплавов. Оказалось, что причиной трещин было несоблюдение режима охлаждения. Мы внедрили систему подачи СОЖ под давлением, что позволило существенно снизить температуру режущей зоны и предотвратить образование трещин.
Технологии и опыт ООО Чжучжоу Чжижун Продвинутых Материалов
ООО Чжучжоу Чжижун Продвинутых Материалов специализируется на производстве высококачественных твердосплавных сверл для глубокого сверления для различных отраслей промышленности. Мы предлагаем широкий ассортимент инструментов, изготовленных из различных материалов и с различной геометрией. Наша продукция отличается стабильным качеством, надежными сроками поставки и конкурентоспособной ценой.
Мы тесно сотрудничаем с нашими клиентами, чтобы подобрать оптимальное решение для каждой конкретной задачи. Мы предлагаем техническую поддержку, консультации по выбору инструмента и помощь в оптимизации режимов резания. Наша цель – помочь нашим клиентам добиться максимальной производительности и качества при глубоком сверлении.
Наш основной продукт – пластины для глубокого сверления – разработан для полной замены продуктов Kennametal (совместимые с Kennametal) как по геометрии, так и по производительности, со стабильным качеством и надежными сроками поставки. Мы обслуживаем промышленных клиентов в областях автомобильных компонентов, нефтегазового оборудования, изготовления пресс-форм и тяжелого машиностроения.
Заключение: не гонитесь за обещаниями, смотрите на результат
Выбор Производители твердосплавных сверл для глубокого сверления – это не просто покупка инструмента. Это инвестиция в качество и производительность. Не стоит полагаться только на рекламные обещания и заявленные характеристики. Важно учитывать особенности обрабатываемого материала, режимы резания и технологию сверления в целом. И, конечно, важно выбирать проверенного поставщика, который может предложить не только качественный инструмент, но и техническую поддержку.
Мы надеемся, что эта статья поможет вам сделать правильный выбор. Если у вас есть какие-либо вопросы, пожалуйста, обращайтесь к нам. Мы всегда рады помочь.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоточный гидравлический держатель инструмента серии SK
Высокоточный гидравлический держатель инструмента серии SK -
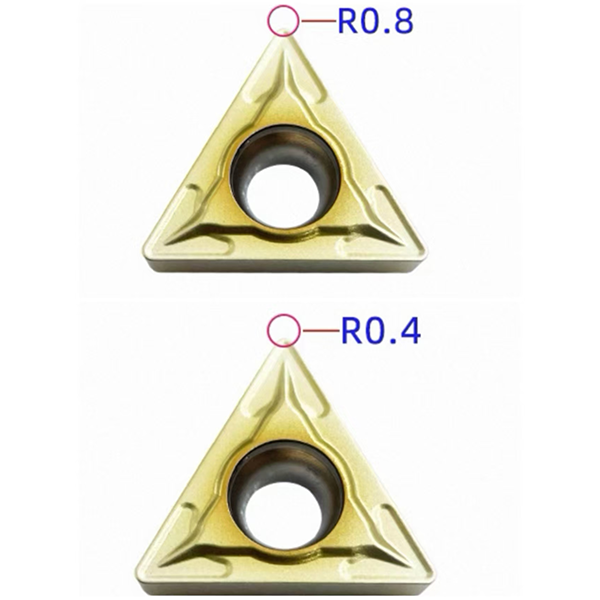 Токарная пластина TCMT
Токарная пластина TCMT -
 Высокоточный гидравлический держатель инструмента HSK
Высокоточный гидравлический держатель инструмента HSK -
 Высокоточный гидравлический держатель инструмента серии BT
Высокоточный гидравлический держатель инструмента серии BT -
 Твердосплавные сверла для глубокого сверления
Твердосплавные сверла для глубокого сверления -
 Пластина для нарезания резьбы 16ERIR-G
Пластина для нарезания резьбы 16ERIR-G -
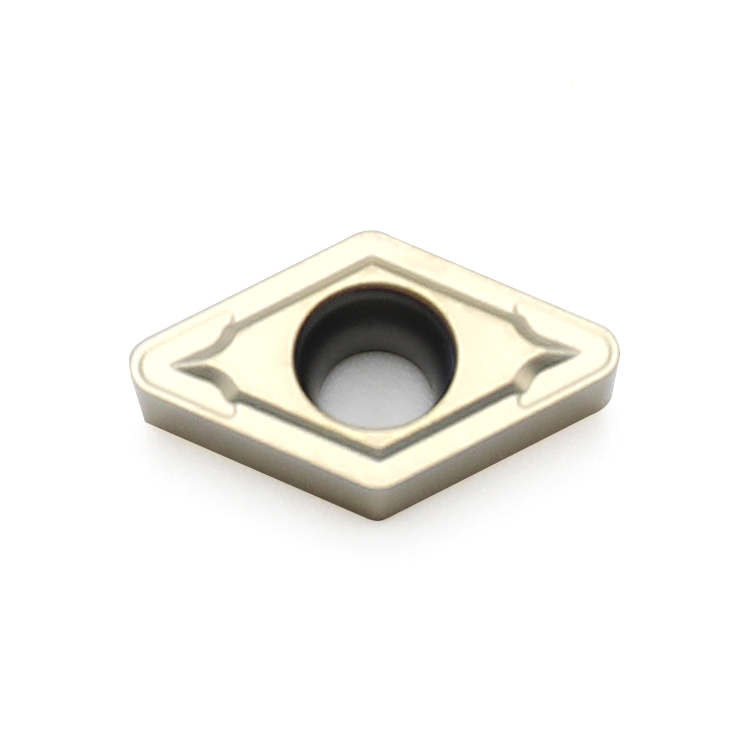 Токарная пластина DCMT
Токарная пластина DCMT -
 Высокоточный гидравлический держатель инструмента серии BBT
Высокоточный гидравлический держатель инструмента серии BBT -
 Токарная пластина CCMT
Токарная пластина CCMT -
 Фрезерная пластина SPMG
Фрезерная пластина SPMG -
 Токарная пластина VNMG
Токарная пластина VNMG -
 Твердосплавные прутки с двойным прямым отверстием
Твердосплавные прутки с двойным прямым отверстием
Связанный поиск
Связанный поиск- Ведущие покупатели твердосплавных пластин для металлорежущего инструмента
- Цены на токарные станки с чпу
- Китайские производители сменных пластин для чпу
- Производители фрезерных инструментов по металлу в китае
- Ведущий китайский покупатель стальных режущих инструментов с чпу
- Корончатое сверло с задней вытяжкой
- Основные покупатели сверл для закаленной стали
- Поставщики сверл высокой твердости из китая
- Поставщики дисков из цементированного карбида
- Ведущий покупатель vhm-фрез с чпу



