

Резьбовой инструмент для чпу
Резьбовой инструмент для чпу – это тема, с которой сталкиваешься постоянно, и часто видим, как люди фокусируются только на цене. Но реальность, как всегда, сложнее. Да, дешевле всегда привлекательнее, но что, если эта экономия обернется поломкой инструмента, снижением производительности или, что еще хуже, повреждением обрабатываемой детали? В моем опыте, выбор правильного инструмента – это баланс, требующий понимания материала, режимов резания и, конечно, качества самого инструмента.
Что стоит учитывать при выборе режущего инструмента для ЧПУ
Сразу скажу: не существует универсального инструмента, который подойдет для всех случаев. Возьмем, к примеру, обработку алюминия. Он относительно мягкий, но при неправильном подборе инструмента быстро затупится или начнет раскалываться. С сталью ситуация другая – требует более твердого и износостойкого инструмента. И даже внутри стали есть разные марки: от мягких легированных до очень твердых инструментальных сталей. Все это влияет на выбор резьбового инструмента для чпу.
Важно не забывать и про геометрию режущей кромки. Угол заточки, угол наклона режущих граней – все это определяет характеристики резания, чистоту поверхности и срок службы инструмента. Для обработки тонких резьб, например, часто используют инструменты с большим углом заточки. Для более толстых и прочных – с меньшим. И, конечно, не стоит игнорировать геометрию канавок и выступов на инструменте – они предназначены для отвода стружки и улучшения охлаждения.
Материал изготовления – ключ к долговечности
Выбор материала резьбового инструмента для чпу – это отдельная история. Наиболее распространенные материалы – быстрорежущие стали (HSS), твердые сплавы (PCBN, WC-Co) и жаропрочные стали. HSS – это неплохой вариант для мягких металлов, но для более твердых и требовательных задач он не всегда справляется. Твердые сплавы – это выбор для тяжелых условий эксплуатации, они гораздо более износостойкие и могут работать при высоких температурах. Но они дороже, и требуют более аккуратного обращения.
Например, у нас в мастерской часто сталкивались с проблемой быстрого износа обычных HSS резцов при обработке закаленной стали. Попытки использовать их приводили к раскалыванию резьбы и повреждению инструмента. Переход на резцы из твердого сплава значительно повысил производительность и снизил количество брака, хотя и увеличил стоимость одного инструмента. С точки зрения экономической эффективности, этот переход оказался оправданным в долгосрочной перспективе.
Охлаждение – залог успеха
Охлаждение – это не просто приятный бонус, это необходимость при работе с резьбовым инструментом для чпу. Обработка металла создает большое количество тепла, которое может привести к деформации инструмента и детали, а также к снижению его остроты. В большинстве случаев используется СОЖ (жидкий режущий состав) – она охлаждает инструмент и деталь, смазывает режущую кромку и удаляет стружку.
Важно правильно подобрать СОЖ для конкретного материала и режима резания. Для алюминия обычно используют специальные СОЖ, которые предотвращают гайдрирование. Для стали – СОЖ с добавлением антизадирных присадок. Недостаточное или неправильное охлаждение может привести к серьезным проблемам, таким как задиры, раскалывание резьбы и преждевременный износ инструмента. Мы однажды чуть не потеряли важный заказ из-за нехватки СОЖ при обработке титановой резьбы – деталь была повреждена, а инструмент сломан.
Примеры из практики: Что помогает избежать проблем с резцами для ЧПУ
Я помню случай, когда клиент решил сэкономить и заказал дешевые резцы для обработки резьбы в пластине из нержавеющей стали. Сначала все шло хорошо, но через несколько часов режущая кромка начала затупляться, и резьба стала получаться неровной. При дальнейшем использовании резцы сломались, повредив деталь. Причиной оказалась некачественная сталь и неправильная геометрия резца. В итоге, клиент потерял время и деньги на бракованную деталь и замену инструмента.
Второй пример – это использование неправильных режимов резания. Недостаточная подача или слишком высокая скорость резания могут привести к перегреву инструмента и его быстрому износу. Важно правильно настроить эти параметры в зависимости от материала и геометрии резьбы. Мы рекомендуем начинать с консервативных значений и постепенно увеличивать их, следя за тем, чтобы инструмент не перегревался и не затуплялся слишком быстро. Использование программы CAM и тщательное тестирование на пробных деталях может помочь избежать многих проблем.
Особенности выбора инструмента для различных типов резьбы
Тип резьбы – метрическая, дюймовая, трапецеидальная – также влияет на выбор инструмента. Для метрической резьбы используют резцы с соответствующим профилем, для дюймовой – с другим. Для трапецеидальной резьбы требуется специальный инструмент с трапециевидным профилем. Важно, чтобы инструмент точно соответствовал профилю резьбы, чтобы избежать задиров и повреждения детали.
Кроме того, стоит учитывать глубину резьбы. Для глубокой резьбы используются специальные резцы с более длинным режущим хвостовиком, а для мелкой резьбы – с более узким и точным профилем. Иногда используют специальные инструменты для обработки сложных типов резьбы, например, для нарезки резьбы с небольшим шагом или для обработки резьбы в труднодоступных местах. Например, ООО Чжучжоу Чжижун Продвинутых Материалов специализируется на пластинах для глубокого сверления, которые, как известно, полностью совместимы с продуктами Kennametal как по геометрии, так и по производительности. И мы всегда стараемся учитывать эти особенности при выборе инструмента.
Заключение: Помните о нюансах
Выбор резьбового инструмента для чпу – это не просто поиск самого дешевого варианта, это комплексный процесс, требующий учета многих факторов. Не экономьте на инструменте, выбирайте качественные материалы и правильную геометрию, используйте СОЖ и правильно настраивайте режимы резания. В конечном итоге, это поможет вам получить качественную продукцию, увеличить производительность и снизить количество брака.
Мы, как компания, занимаемся поставками резьбового инструмента для чпу и всегда готовы помочь вам с выбором. Наш опыт и знания позволяют подобрать оптимальный инструмент для любых задач. Не стесняйтесь обращаться к нам за консультацией – мы всегда рады помочь.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Твердосплавные прутки с одним отверстием
Твердосплавные прутки с одним отверстием -
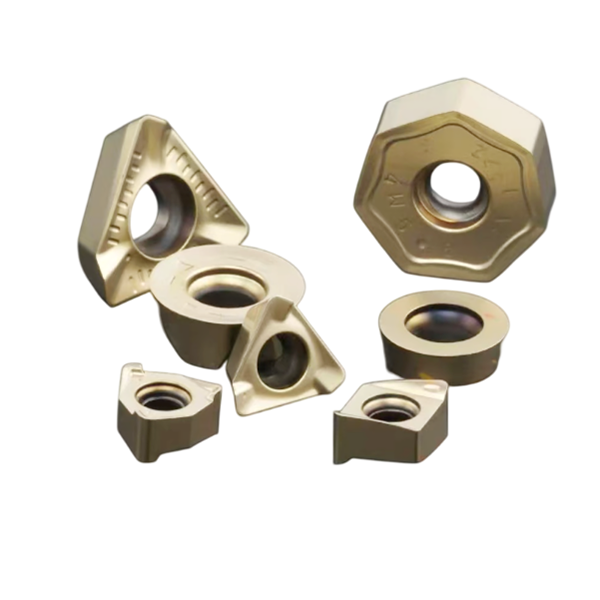 Фрезерная пластина OMMU
Фрезерная пластина OMMU -
 Пластина для прорезных резцов TDC
Пластина для прорезных резцов TDC -
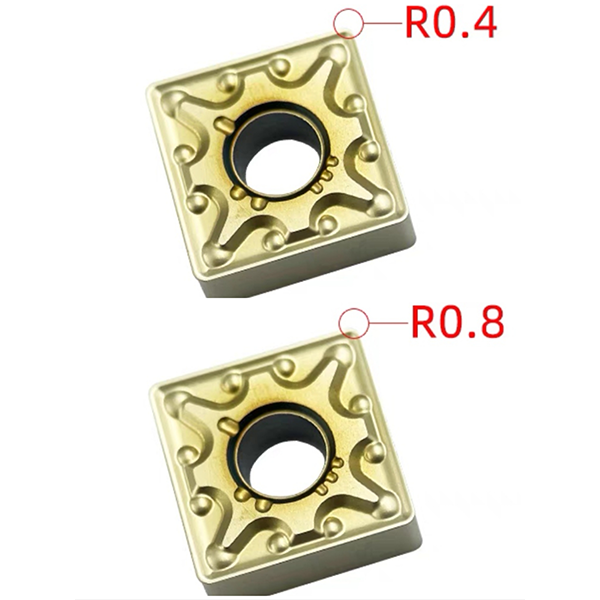
 Токарная пластина CNMG
Токарная пластина CNMG -
 Пластина для нарезания резьбы 16ERIR-G
Пластина для нарезания резьбы 16ERIR-G -
 Токарная пластина SNMG
Токарная пластина SNMG -
 Твердосплавные прутки со спиральным отверстием
Твердосплавные прутки со спиральным отверстием -
 Фрезерная пластина SNMX
Фрезерная пластина SNMX -
 Твердосплавные прутки малого диаметра
Твердосплавные прутки малого диаметра -
 Стандартный термоусадочный держатель для инструментов
Стандартный термоусадочный держатель для инструментов -
 Держатель термоусадочного инструмента HSK
Держатель термоусадочного инструмента HSK -
 Высокоточный гидравлический держатель инструмента
Высокоточный гидравлический держатель инструмента
Связанный поиск
Связанный поиск- Китайский производитель 4-зубых фрез
- Китайские производители российских дистрибьюторов лезвий для чпу
- Основные покупатели пластин для токарных станков с чпу
- Китайские поставщики сверл из карбида вольфрама din 1897
- Цена двойного внутреннего холодного сверла
- Цена на сверла из карбида вольфрама для алюминия
- Ведущие покупатели сверлильного инструмента с чпу из китая
- Цены на сверла для отверстий
- Лучшие покупатели антивибрационной конструкции сверла из китая
- Заводы по производству промышленных инструментов с чпу



