

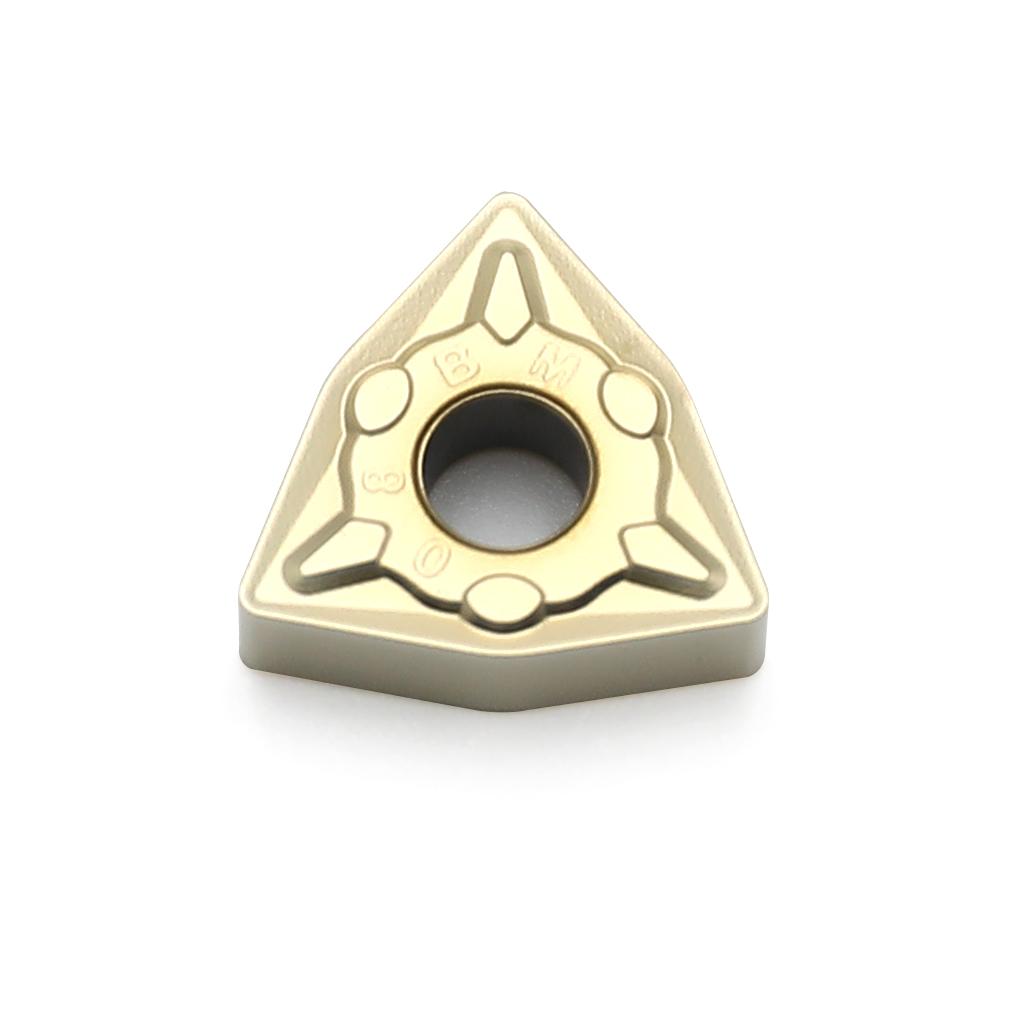
Сменные токарные пластины
Пожалуй, чаще всего я слышу вопрос: 'Какая пластина лучше?' Ответ, как всегда, не простой. Не существует универсального решения. За последние лет десять рынок сменных токарных пластин прошел огромный путь, и постоянно появляются новые материалы, геометрии, системы крепления. Но, как это часто бывает, все эти новшества часто отвлекают от фундаментальных вещей – от понимания задачи и правильного выбора инструмента для конкретных условий. В этой статье я хочу поделиться своими наблюдениями и опытом, отбросив маркетинговый шум и сосредоточившись на действительно важном.
Выбор материала: карбид вольфрама, полусплавы и их особенности
Здесь начинается самое интересное. Карбид вольфрама (WC) – это классика. Надежный, долговечный, хорошо работает при умеренных скоростях резания. Но он может быть достаточно хрупким, особенно при обработке твердых сплавов. Часто, встречаю ситуацию, когда мастера выбирают карбидные пластины из-за цены, забывая о необходимости учитывать твердость обрабатываемого материала и режим резания. Полусплавы, такие как однозернистые и двухзернистые пластины, предлагают более высокую твердость и износостойкость, что позволяет увеличить производительность и снизить затраты на замену инструмента в определенных условиях. Но они требуют более осторожного обращения и, как правило, более высоких скоростей резания. Например, при работе с инструментальной сталью, однозернистые пластины часто показывают превосходные результаты, хотя и стоят дороже, а для работы с чугуном обычно достаточно обычного WC.
Иногда, встречаю интересные решения с использованием керамических пластин. Они отлично подходят для работы с очень твердыми материалами, такими как закаленные стали и керамика. Но они довольно дорогие, и их применение ограничено определенными задачами. Важно помнить, что выбор материала – это компромисс между долговечностью, производительностью и стоимостью. И, конечно, не стоит забывать о соответствии материала обрабатываемому материалу и режиму резания.
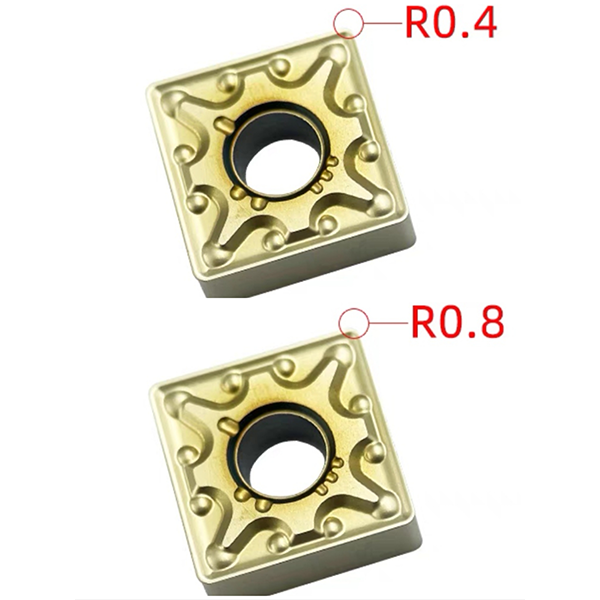
Влияние геометрии режущей кромки на производительность
Эту тему часто замалчивают, но она критически важна. Геометрия режущей кромки (угол заточки, угол наклона режущей кромки, угол отступичной кромки) влияет на множество факторов: на износостойкость, на образование стружки, на вибрацию инструмента, и, как следствие, на чистоту обработки и производительность. Я много лет работаю с различными геометриями от разных производителей, и могу сказать, что выбор геометрии должен быть оптимизирован для конкретной задачи. Например, для обработки больших сечений сталей часто используют пластины с большим углом заточки, чтобы обеспечить надежный захват и предотвратить 'заклинивание' инструмента. Для более тонкой обработки лучше подходят пластины с более острым углом заточки.
Не стоит слепо доверять рекомендациям производителя. Теоретические расчеты и рекомендации – это хорошо, но реальный опыт работы с инструментом поможет определить оптимальную геометрию для конкретной задачи. Я лично часто провожу небольшие испытания на различных материалах и режимах резания, чтобы определить наиболее подходящую геометрию.
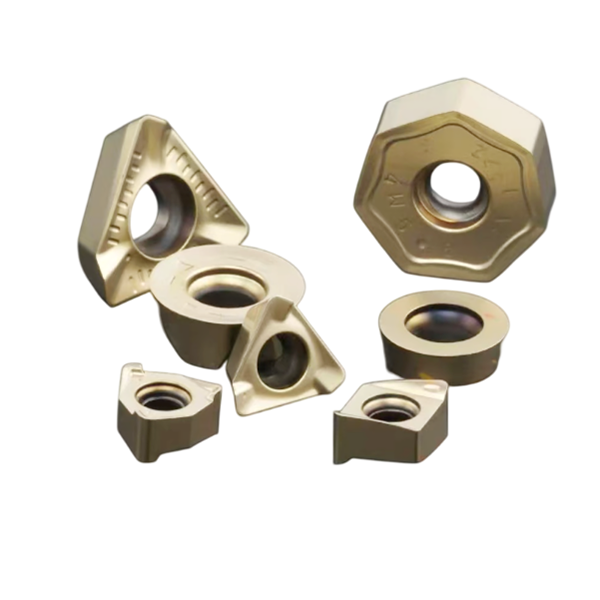
Системы крепления: от традиционных до инновационных
Традиционные системы крепления – это вполне надежное решение, но современные технологии предлагают больше возможностей. Я большую часть времени работаю с системами, где используются центрирующие пазы и сменный патрон. Они обеспечивают хорошую фиксацию пластины и позволяют быстро менять инструмент. Однако, в некоторых случаях могут потребоваться более сложные системы крепления, например, с механической фиксацией или с адаптером для использования с токарными станками с ЧПУ. Важно учитывать нагрузку на инструмент и вибрацию станка, чтобы выбрать подходящую систему крепления.
Некоторые производители предлагают инновационные системы крепления, которые позволяют значительно снизить вибрацию инструмента и увеличить срок его службы. Например, система крепления с усиленным патроном или с амортизирующим элементом. Конечно, они стоят дороже, но в долгосрочной перспективе могут оказаться более выгодными. При выборе системы крепления важно учитывать конфигурацию токарного станка и характеристики обрабатываемого материала.
Заточка и обработка сменных токарных пластин
Это важный, но часто недооцениваемый аспект. Некачественная заточка или неправильная обработка режущей кромки могут значительно снизить производительность инструмента. Я лично предпочитаю использовать специальные заточные станки и инструменты для обработки режущей кромки. Это позволяет обеспечить высокую точность заточки и поддерживать оптимальную геометрию режущей кромки. Важно помнить, что заточка инструмента – это не просто обточка кромки, а комплексный процесс, который требует определенных знаний и навыков.
Часто, встречаю ситуацию, когда мастера затачивают инструменты на обычных точильных станках или с помощью электрорубанок. Это не рекомендуется, поскольку такие методы могут повредить режущую кромку и снизить срок службы инструмента. Лучше обратиться к специалистам или использовать специальные инструменты для заточки и обработки режущей кромки.
Практические советы и распространенные ошибки
Один из самых распространенных ошибок – это неправильный выбор инструмента для конкретной задачи. Нельзя использовать одну и ту же пластину для обработки всех материалов. Важно учитывать твердость обрабатываемого материала, режим резания и требования к чистоте обработки.
Еще одна распространенная ошибка – это неправильная установка инструмента. Важно следить за правильным выравниванием инструмента и правильным затяжением патрона. Неправильная установка инструмента может привести к вибрации станка, снижению срока службы инструмента и некачественной обработке.
Не стоит забывать и о регулярной проверке состояния инструмента. Важно осматривать пластины на предмет износа, трещин и повреждений. Если обнаруживаются какие-либо дефекты, инструмент необходимо заточить или заменить.
ВООО Чжучжоу Чжижун Продвинутых Материалов производит широкий спектр сменных токарных пластин для различных материалов и задач. Наш основной продукт – пластины для глубокого сверления – разработан для полной замены продуктов Kennametal (совместимые с Kennametal) как по геометрии, так и по производительности, со стабильным качеством и надежными сроками поставки. Мы обслуживаем промышленных клиентов в областях автомобильных компонентов, нефтегазового оборудования, изготовления пресс-форм и тяжелого машиностроения.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоточный гидравлический держатель инструмента HSK
Высокоточный гидравлический держатель инструмента HSK -
 Фрезерная пластина RDMT1204MO
Фрезерная пластина RDMT1204MO -
 Твердосплавные плиты
Твердосплавные плиты -
 Токарная пластина TNMG
Токарная пластина TNMG -
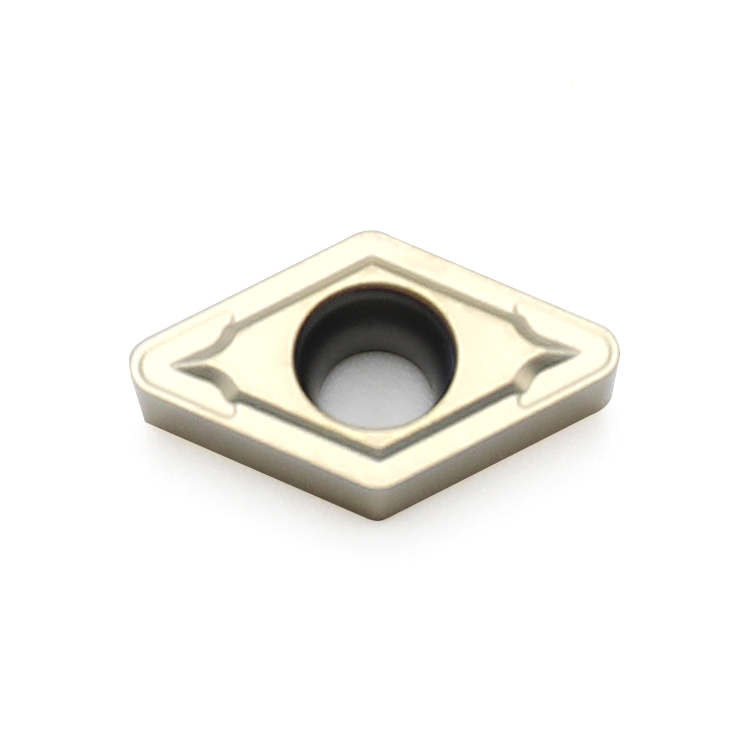 Токарная пластина DCMT
Токарная пластина DCMT -
 Держатель термоусадочного инструмента HSK
Держатель термоусадочного инструмента HSK -
 Разъемный термоусадочный держатель инструмента
Разъемный термоусадочный держатель инструмента -
 Токарная пластина SNMG
Токарная пластина SNMG -
 Твердосплавные прутки со спиральным отверстием
Твердосплавные прутки со спиральным отверстием -
 Высокоточный гидравлический держатель инструмента серии BBT
Высокоточный гидравлический держатель инструмента серии BBT -
 Универсальная фреза KNA750
Универсальная фреза KNA750 -
 Фрезерная пластина LNMU
Фрезерная пластина LNMU
Связанный поиск
Связанный поиск- Китайский производитель твердосплавных сверл для обработки чугуна
- Поставщики пластин с покрытием tialn из китая
- Лучшие покупатели латунных фрез из китая
- Китайский производитель нанокристаллических стержней из карбида цементита
- Ведущие страны-поставщики для ccmt лезвий из китая
- Поставщики твердосплавных вставок для стали из китая
- Твердосплавный пруток с отверстием
- Поставщики 200 мм стержней из карбида вольфрама
- Стальные обрабатывающие инструменты с чпу
- Завод сверл высокой твердости



