

Твердосплавные вставки для токарного завода
За годы работы с твердосплавными вставками для токарных станков накопилось немало опыта, и часто сталкиваешься с тем, что клиенты, особенно новички в этой сфере, переоценивают возможности одной модели и недооценивают важность правильно подобранного инструмента для конкретной задачи. Весьма распространенная ситуация – стремление использовать самый дорогой, 'премиальный' вариант, считая, что это автоматически обеспечит более высокую производительность и долговечность. Это, конечно, ошибочно. Нужно понимать, что оптимальный выбор – это компромисс между стоимостью, материалом, геометриями и, конечно, спецификой обрабатываемого материала и режимами резания. В этой статье поделюсь своими наблюдениями и опытом, чтобы помочь избежать распространенных ошибок.
Основные факторы выбора твердосплавных вставок
Итак, с чего начинать выбор? Первое, и самое важное – это материал обрабатываемой детали. Сталь, чугун, алюминий, титан, композитные материалы – для каждого требуется свой тип твердосплавного инструмента. Например, для черных металлов часто используют карбид вольфрама (WC), а для цветных металлов и сплавов – карбид титана (TiN) или нитрид титана (TiN/CrN). Выбор покрытия также играет важную роль. Покрытие влияет на износостойкость, твердость режущей кромки и способность к отводу тепла. Твердосплавные вставки для токарных станков с TiN-покрытием – это, пожалуй, самый универсальный вариант, но и он не всегда подходит.
Кроме материала детали, необходимо учитывать и режимы резания: скорость резания, подачу, глубину резания. Например, при высоких скоростях резания часто используют вставки с более твердым материалом и более агрессивной геометрией. Также важен тип оборудования – для высокоскоростных станков подходят вставки с большим количеством зубьев, а для тяжелого станкового оборудования – с меньшим количеством. Слишком много зубьев может привести к повышенному трению и перегреву, а слишком мало – к снижению производительности и вибрации.
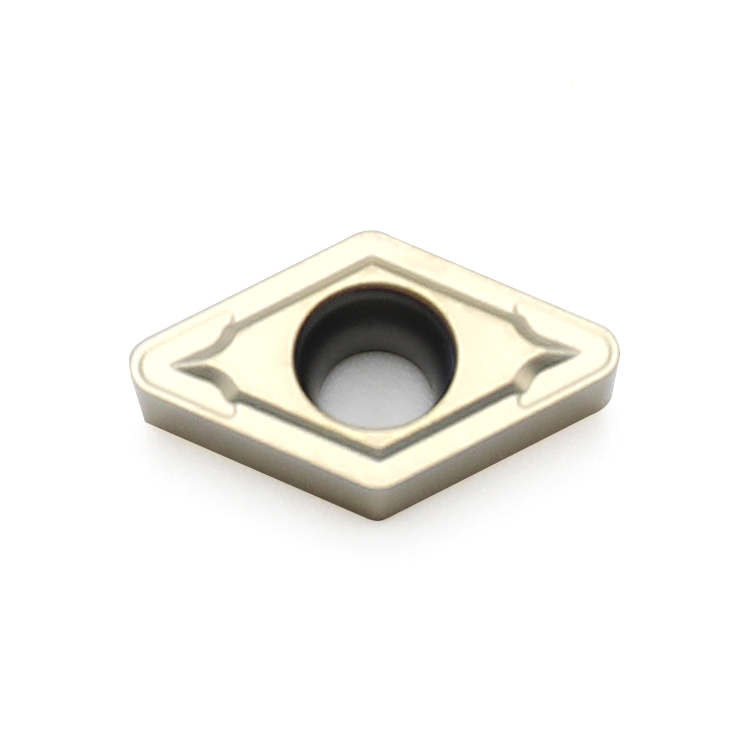
Часто забывают о геометрии вставки. Различные геометрии зубьев предназначены для различных задач: для чистовой обработки, для грубой обработки, для обработки сложных профилей. Например, вставки с уголками наклона и фаской хорошо подходят для обработки фланцев и уступов, а вставки с большим углом заточки – для обработки тонких деталей. Иногда помогает простой анализ – посмотреть, какие вставки используют ваши коллеги, и попробовать их применить к аналогичной задаче.
Опыт работы с различными типами твердосплавными вставками
В своей практике я часто сталкивался с ситуациями, когда клиенты выбирали вставки на основе рекламы или рекомендаций продавцов, не учитывая реальные условия эксплуатации. Например, один из наших клиентов, занимающийся изготовлением деталей для автомобильной промышленности, приобрел вставки с очень твердым материалом для обработки высокопрочной стали. Результат был не самым лучшим – вставки быстро изнашивались и требовали частой замены. При выяснении причин оказалось, что клиент недооценил необходимость использования вставки с более мягким материалом и более подходящим покрытием. Это был дорогостоящий урок.
Еще один интересный случай – работа с алюминиевыми деталями. Многие пытаются обрабатывать алюминий теми же вставками, что и для стали, но это приводит к быстрому износу инструмента и ухудшению качества поверхности. В алюминии образуется стружка, которая сильно прилипает к режущей кромке, вызывая ее перегрев и разрушение. Для обработки алюминия лучше использовать вставки с TiN-покрытием и специальной геометрией зубьев, которая способствует эффективному отводу стружки.
Нельзя не упомянуть о важности правильно подобранного крепежа. Неправильно подобранный крепеж может привести к вибрации и разрушению вставки. Крепеж должен быть прочным и надежным, и соответствовать требованиям производителя вставки. Особое внимание следует уделять установке вставки – она должна быть надежно закреплена и не допускать люфта.
Рекомендации по продлению срока службы твердосплавных вставок для токарных станков
Даже самые лучшие вставки со временем изнашиваются. Но можно значительно продлить срок их службы, соблюдая несколько простых правил. Во-первых, необходимо правильно подобрать режимы резания. Слишком высокие скорости резания и слишком большая подача приводят к перегреву инструмента и его быстрому износу. Во-вторых, необходимо обеспечить эффективный отвод стружки. Использование смазочно-охлаждающей жидкости (СОЖ) помогает снизить температуру режущей зоны и уменьшить трение. В-третьих, необходимо регулярно проводить контроль состояния вставки и своевременно ее заменять. Не стоит доводить вставку до полного износа – это может привести к повреждению детали и дорогостоящему ремонту оборудования.
В нашей компании, ООО Чжучжоу Чжижун Продвинутых Материалов, мы всегда стараемся предложить нашим клиентам оптимальное решение, учитывая все факторы, влияющие на срок службы вставки. Наш ассортимент включает в себя вставки от ведущих мировых производителей, а также собственные разработки, которые отличаются высокой производительностью и надежностью. Мы также предоставляем консультации по выбору инструмента и режимам резания. Наш опыт позволяет нам подходить к решению каждой задачи индивидуально, предлагая решения, которые действительно работают.
Особенности использования вставок для обработки титановых сплавов
Обработка титановых сплавов – это отдельная задача, требующая особого подхода. Титан – материал сложный в обработке, он хорошо адгезируется к инструменту, что приводит к быстрому износу и ухудшению качества поверхности. Для обработки титана рекомендуются вставки с TiN-покрытием, но с дополнительным слоем, например, TiAlN, который повышает твердость и износостойкость. Рекомендуемые режимы резания – низкие скорости и небольшая подача.
Несколько неудачных попыток и извлеченные уроки
Однажды мы рекомендовали клиенту вставки с очень агрессивной геометрией для обработки твердого сплава. Клиент ожидал значительного увеличения производительности, но в результате вставки быстро разрушались, а качество поверхности ухудшалось. Оказалось, что для обработки твердого сплава лучше использовать вставки с более мягким материалом и более умеренной геометрией. Этот случай стал для нас важным уроком, который мы не забываем и по сей день.
Важно помнить, что выбор твердосплавных вставок для токарного завода – это не просто покупка инструмента, это инвестиция в будущее вашего производства. Правильно подобранный инструмент не только повышает производительность, но и снижает затраты на ремонт оборудования и замену деталей. Не стоит экономить на инструменте – лучше сразу выбрать качественный и надежный вариант, который прослужит вам долго.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Сплошные твердосплавные прутки
Сплошные твердосплавные прутки -
 Корончатое сверло
Корончатое сверло -
 Серия HG680 для высокоскоростной обработки твёрдых материалов
Серия HG680 для высокоскоростной обработки твёрдых материалов -
 Токарная пластина CNMG
Токарная пластина CNMG -
 Твердосплавные прутки с одним отверстием
Твердосплавные прутки с одним отверстием -
 Универсальная фреза KNA750
Универсальная фреза KNA750 -
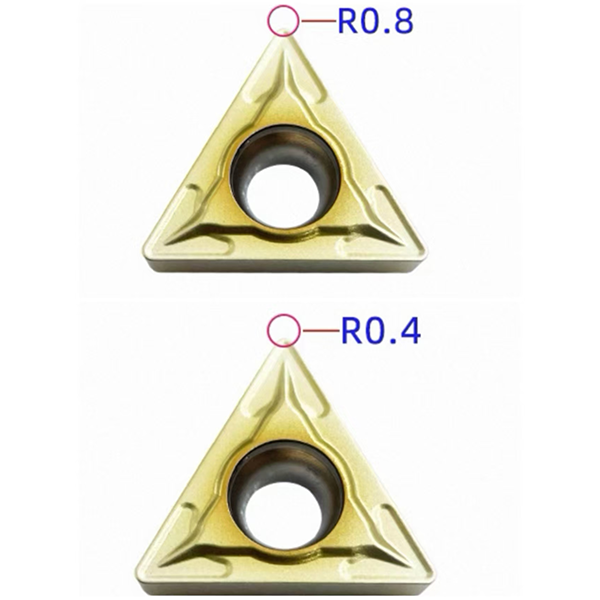 Токарная пластина TCMT
Токарная пластина TCMT -
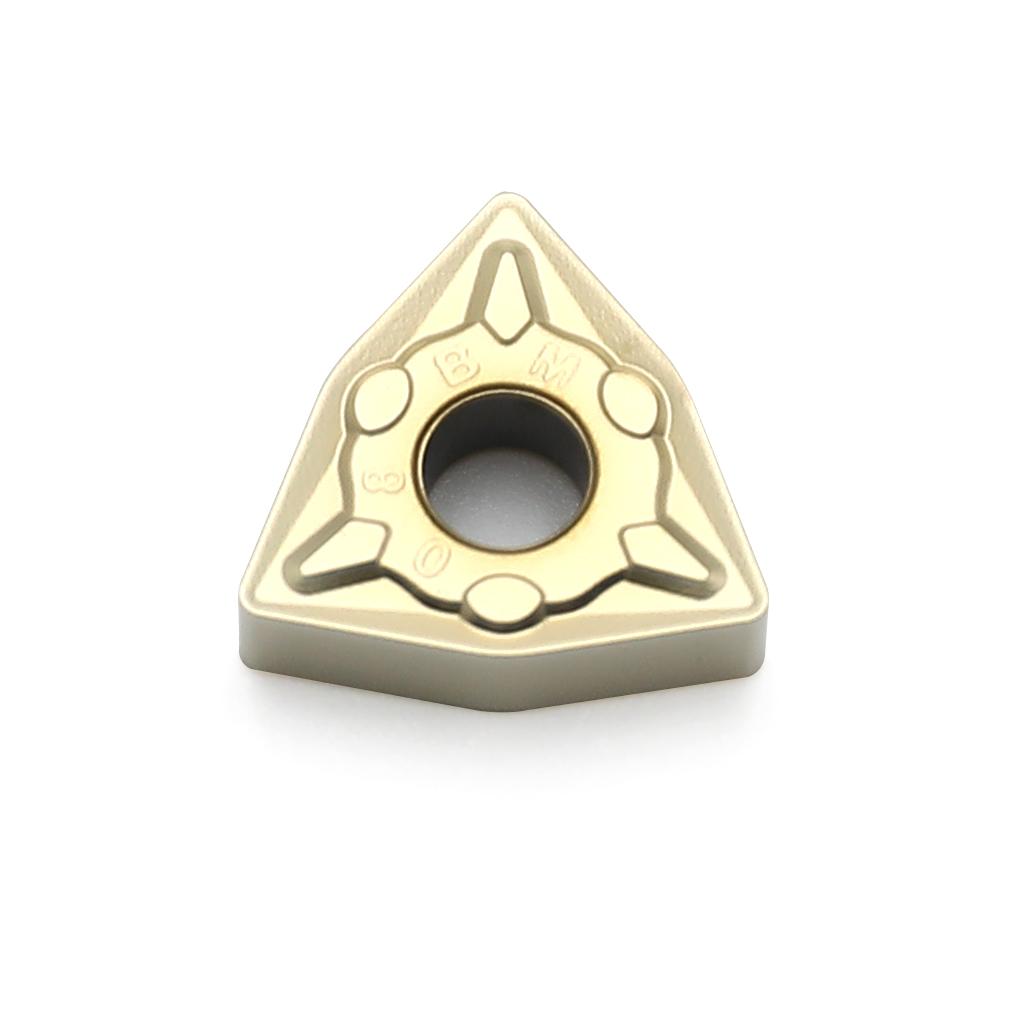 Токарная пластина WNMG
Токарная пластина WNMG -
 Разъемный термоусадочный держатель инструмента
Разъемный термоусадочный держатель инструмента -
 Токарная пластина CCMT
Токарная пластина CCMT -
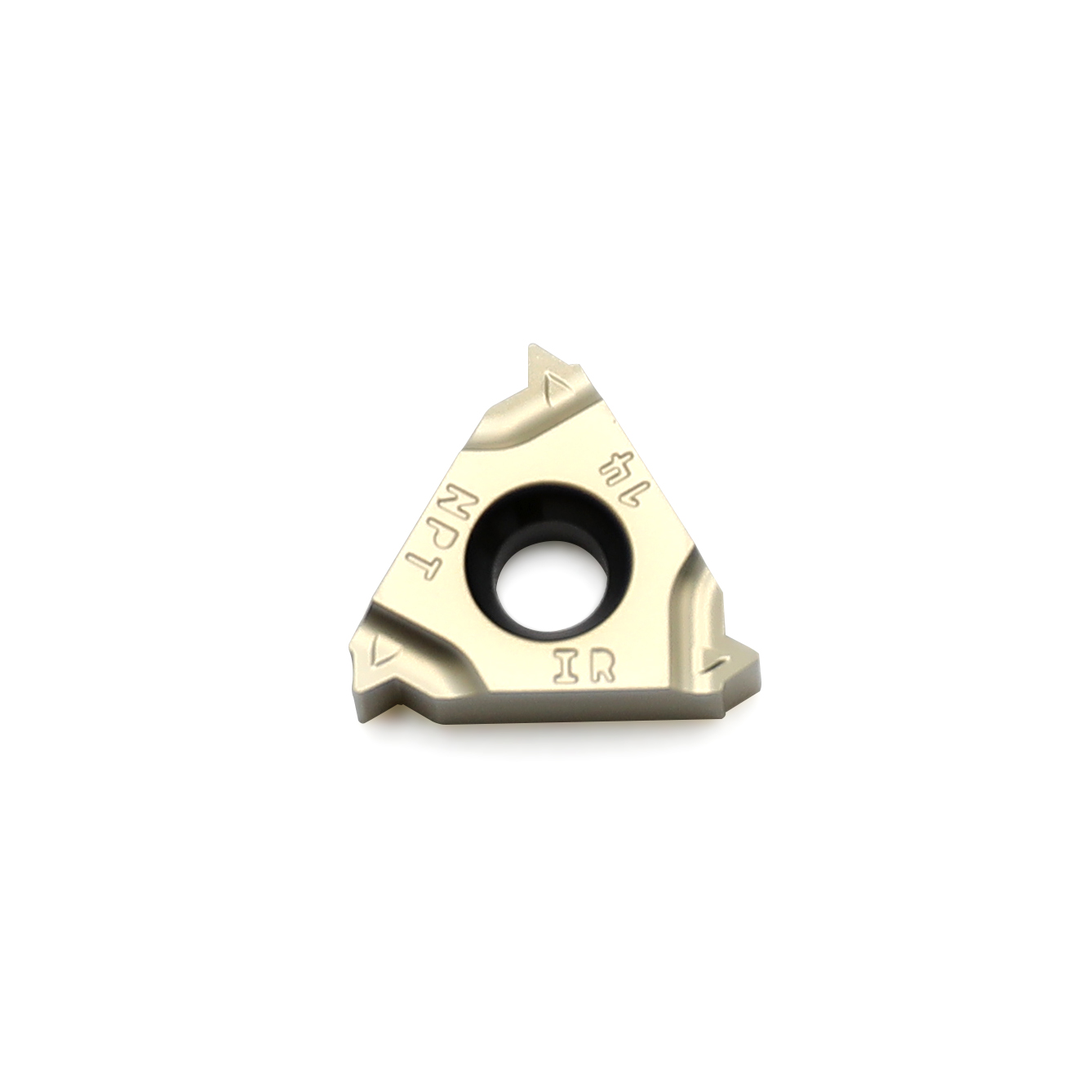 Пластина для нарезания резьбы16ERIR-NPT
Пластина для нарезания резьбы16ERIR-NPT -
 Твердосплавные сверла для глубокого сверления
Твердосплавные сверла для глубокого сверления
Связанный поиск
Связанный поиск- Завод по производству режущего инструмента с чпу din
- Основные покупатели твердых твердосплавных стержней для сверл
- Твердосплавные пластины с чпу
- Твердосплавный пруток полированный
- Цена на индексируемые токарные пластины для токарных инструментов
- Поставщики нано-карбидных стержней из китая
- Поставщики корончатых сверл из китая
- Производители сверл с двойной спиральной флейтой
- Китайские поставщики сверл со сменными пластинами
- Китайские производители финишных фрез



