

Твердосплавные пластины для токарного станка
На рынке инструментов для металлообработки представлено огромное количество вариантов, и выбор твердосплавных пластин для токарных станков часто вызывает затруднения. Зачастую, покупатели ориентируются только на цену, а в итоге получают инструмент, который не соответствует требованиям производства, быстро изнашивается или просто не обеспечивает нужную точность обработки. Мне кажется, многие недооценивают важность правильного подбора. Я в этой сфере уже довольно долго, и могу сказать, что ошибки на этапе выбора обходятся дорого.
Основные параметры выбора твердосплавных пластин
Прежде всего, необходимо определить материал обрабатываемой заготовки. Сталь, чугун, алюминий, титан – для каждого материала требуется свой тип твердосплава. Например, для резки высокопрочных сталей лучше использовать пластины с содержанием вольфрама, а для алюминия – с большим количеством молибдена. Это базовое правило, конечно, но его игнорирование приводит к быстрому износу режущей кромки и ухудшению качества поверхности.
Важный параметр – геометрия инструмента. Разные геометрии предназначены для разных режимов резания и типов обработки. Например, пластины с углом заточки 45 градусов лучше подходят для токарной обработки деталей из мягких сталей, а пластины с углом заточки 60 градусов – для обработки более твердых материалов. Форма режущей кромки (например, спиральная или с плоской режущей поверхностью) также влияет на производительность и качество обработки. Пробовали разные варианты, часто методом проб и ошибок. Иногда кажется, что 'эта пластина должна работать идеально', но реальность - часто не так. Приходится искать оптимальный вариант.
И не стоит забывать о покрытии. Различные типы покрытий (TiN, TiAlN, AlCrN) улучшают износостойкость, снижают трение и повышают твердость режущей кромки. Однако, правильный выбор покрытия зависит от материала обрабатываемой заготовки и режима резания. Например, TiAlN покрытие хорошо подходит для обработки высокоскоростных сталей.
Реальный опыт работы с пластинами для токарных станков
Например, не так давно у нас был заказ на изготовление деталей из высокопрочной стали 42CrMo4. Изначально заказчик выбрал пластины с одним типом твердосплава, рекомендованный производителем. Но в процессе обработки выяснилось, что пластины быстро изнашиваются, а качество поверхности оставляет желать лучшего. Пришлось менять инструмент и искать альтернативные варианты.
Мы проанализировали режимы резания, геометрию инструмента и материал обрабатываемой заготовки. В итоге, решили использовать пластины с другим типом твердосплава и более агрессивной геометрией. После замены инструмента, производительность увеличилась на 30%, а качество поверхности улучшилось. Это пример того, как важно не ограничиваться стандартными рекомендациями и проводить собственные исследования.
Также часто встречаются ситуации, когда производители рекламируют “универсальные” пластины для токарных станков. Как правило, это не так. Такие пластины могут обеспечить приемлемый результат для простых задач, но для более сложных операций они будут неэффективны. Искать нужно инструмент, который оптимально подходит для конкретных условий работы.
Особенности работы с твердосплавными пластинами для глубокого сверления
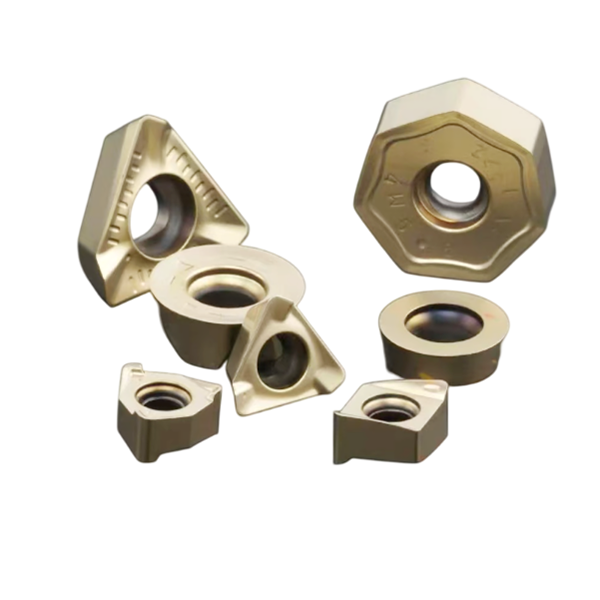
Хочу отдельно отметить пластины для глубокого сверления. Их выбирают, когда нужно быстро и точно просверлить отверстия большой глубины. Важно обращать внимание на геометрию режущей кромки и угол заточки. Оптимальный выбор - пластины с спиральной формой режущей кромки и углом заточки 80-90 градусов. Также, важную роль играет система удаления стружки – она должна эффективно отводить стружку из отверстия, чтобы предотвратить заклинивание инструмента.
Мы часто рекомендуем нашим клиентам пластины для глубокого сверления, аналогичные продуктам Kennametal, но по более выгодной цене. Наш поставщик, ООО Чжучжоу Чжижун Продвинутых Материалов, предлагает широкий ассортимент таких пластин. Они обеспечивают стабильное качество и надежные сроки поставки. У них есть как стандартные, так и специализированные модели для различных материалов и режимов резания. [https://www.zrcarbide.ru/](https://www.zrcarbide.ru/) – ссылка на их сайт, там можно посмотреть каталог.
Проблемы и ошибки при использовании твердосплавных пластин
Частая ошибка – неправильный выбор скорости резания и подачи. Слишком высокая скорость или подача может привести к перегреву инструмента и его быстрому износу. Слишком низкая скорость или подача может привести к ухудшению качества поверхности и увеличению времени обработки. Важно соблюдать рекомендации производителя и проводить собственные эксперименты, чтобы найти оптимальные параметры.
Еще одна проблема – неправильная установка инструмента. Неправильный угол установки или недостаточное крепление инструмента может привести к его поломке или повреждению детали. Необходимо внимательно следовать инструкциям по установке и использовать подходящие приспособления.
Нам попадались случаи, когда износ пластин был связан не с неправильным выбором инструмента или режимов резания, а с использованием некачественной смазочно-охлаждающей жидкости (СОЖ). Неправильный СОЖ может привести к перегреву инструмента, коррозии и ухудшению качества поверхности. Поэтому, важно использовать качественную СОЖ, рекомендованную производителем.
Вывод
Выбор твердосплавных пластин для токарных станков – это сложная задача, требующая опыта и знаний. Не стоит экономить на инструменте, так как это может привести к серьезным финансовым потерям. Тщательно анализируйте требования к обработке, изучайте характеристики инструментов, проконсультируйтесь со специалистами и не бойтесь экспериментировать. Помните, правильный выбор инструмента – залог качественного и эффективного производства.
Соответствующая продукция
Соответствующая продукция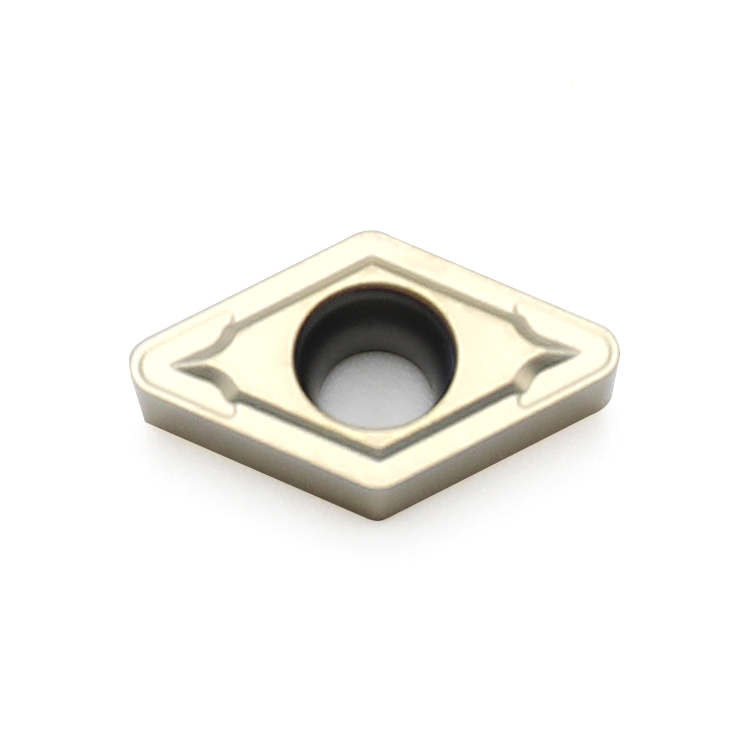







Самые продаваемые продукты
Самые продаваемые продукты-
 Токарная пластина VNMG
Токарная пластина VNMG -
 Фрезерная пластина RPMT10T3MO
Фрезерная пластина RPMT10T3MO -
 Фрезерная пластина LNMU
Фрезерная пластина LNMU -
 Твердосплавные сверла для глубокого сверления
Твердосплавные сверла для глубокого сверления -
 Сплошные твердосплавные прутки
Сплошные твердосплавные прутки -
 Высокоточный гидравлический держатель инструмента
Высокоточный гидравлический держатель инструмента -
 Токарная пластина TNMG
Токарная пластина TNMG -
 Пластина для прорезных резцов TDJ
Пластина для прорезных резцов TDJ -
 Пластина для нарезания резьбы 16ERIR-W
Пластина для нарезания резьбы 16ERIR-W -
 Фрезерная пластина OMMU
Фрезерная пластина OMMU -
 Твердосплавные плиты
Твердосплавные плиты -
 Пластина для нарезания резьбы16ERIR-NPT
Пластина для нарезания резьбы16ERIR-NPT
Связанный поиск
Связанный поиск- Производители черновых инструментов с чпу
- Китайские производители надежных экспортеров корончатых сверл
- Поставщики держателей для инструментов с чпу
- Производители сменных пластин для чпу
- Китайские производители токарных пластин для чпу
- Цены на твердосплавные сверла hrc 60+
- Поставщики токарных инструментов с чпу из китая
- Лучшие покупатели керамических пластин из китая
- Производители гравировальных фрез
- Поставщики bk8 стержней из китая



