

Твердосплавные пластины для токарного завода
Начнем с того, что часто слышу от клиентов: 'Нам нужны твердосплавные пластины под токарные станки'. Звучит просто, но на деле это целая история. Многие приходят с определенными ожиданиями – 'самые дорогие – самые лучшие', или наоборот, 'самые дешевые – вполне подойдут'. И, честно говоря, эта наивность приводит к множеству проблем. Качество инструмента напрямую влияет на точность, скорость и долговечность обработки. Неправильный выбор пластин может обернуться поломкой оборудования, браком продукции и, как следствие, финансовыми потерями. В этой статье хочу поделиться своим опытом, рассказать о нюансах выбора и эксплуатации, выявить распространенные ошибки и, возможно, помочь вам сделать осознанный выбор для вашего предприятия.
Обзор: от выбора материала до оптимизации режущего инструмента
Вкратце, речь пойдет о многом. Мы рассмотрим основные материалы, из которых изготавливаются твердосплавные пластины (карбид вольфрама, карбид циркония и т.д.), их свойства и области применения. Не обойдемся без обсуждения геометрии режущих кромок – как она влияет на качество обработки различных материалов (сталь, чугун, титан, и т.д.). Кроме того, затронем вопрос смазочно-охлаждающей жидкости (СОЖ) и ее влияния на срок службы инструмента. И, конечно, коснемся аспектов оптимизации режимов резания для достижения максимальной производительности и минимальных затрат.
Выбор материала: карбид вольфрама против карбида циркония
Первый и самый важный шаг – выбор материала. Карбид вольфрама (WC) – это классический выбор, достаточно универсальный и хорошо подходит для обработки широкого спектра материалов. Он обладает высокой твердостью и износостойкостью, но менее устойчив к высоким температурам, чем карбид циркония (ZrC). ZrC, в свою очередь, демонстрирует превосходную стойкость к высоким температурам и механическим повреждениям, что делает его идеальным для обработки твердых и хрупких материалов, таких как титан и нержавеющие стали. Однако ZrC более хрупкий, поэтому требует более аккуратного обращения. В нашей практике часто приходится сталкиваться с выбором между этими двумя материалами, и решение всегда зависит от конкретной задачи и материала заготовки. Например, для обработки закаленной стали предпочтительнее карбид циркония, а для более мягких материалов – карбид вольфрама.
Не стоит забывать и о различных модификациях карбида вольфрама, с добавлением других элементов, таких как молибден и ванадий. Эти добавки улучшают пластичность и износостойкость инструмента, расширяя область его применения. С другой стороны, слишком большое количество добавок может снизить твердость, поэтому важно найти оптимальный баланс.
При выборе материала, конечно, нужно ориентироваться на экономическую сторону вопроса. Карбидные пластины из карбида циркония, как правило, дороже карбидных пластин из карбида вольфрама, но их более длительный срок службы может окупить разницу в цене в долгосрочной перспективе. Это особенно актуально для обработки дорогостоящих материалов или при выполнении сложных операций.
Геометрия режущей кромки: влияние на качество обработки
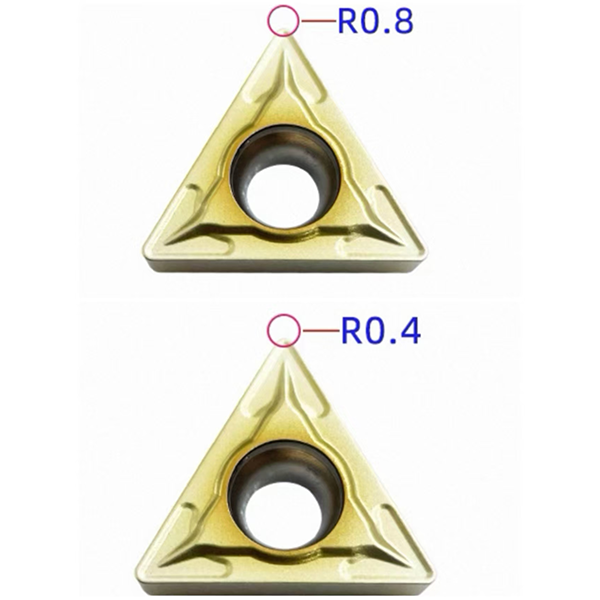
Геометрия режущей кромки – это еще один ключевой фактор, влияющий на качество обработки. Различные типы геометрии предназначены для решения разных задач. Например, пластины с трехгранной формой режущей кромки подходят для обработки простых деталей, а пластины с фаской или радиусом режущей кромки – для обработки сложных профилей. Форма и угол наклона режущей кромки также влияют на процесс удаления стружки и качество поверхности. Мы часто рекомендуем клиентам использовать пластины с оптимизированной геометрией для конкретного типа обработки – это позволяет добиться наилучших результатов.
Важно учитывать не только геометрию режущей кромки, но и ее твердость. Слишком твердая режущая кромка может привести к раскалыванию заготовки, а слишком мягкая – к быстрому износу. Кроме того, геометрия режущей кромки должна быть адаптирована к типу СОЖ. Например, для обработки титановых сплавов рекомендуется использовать пластины с оптимизированной геометрией для работы с СОЖ.
У нас были случаи, когда клиенты выбирали пластины с 'максимальной' геометрии, полагая, что это обеспечит наилучшую производительность. Однако, как правило, это приводило к неоптимальной работе инструмента и быстрому износу. Важно понимать, что оптимальная геометрия – это не всегда самая сложная. Часто достаточно выбрать пластину с геометрией, соответствующей конкретной задаче и материалу заготовки.
Смазочно-охлаждающая жидкость (СОЖ): незаменимый помощник
Использование СОЖ – это обязательное условие для работы с твердосплавными пластинами. СОЖ выполняет несколько важных функций: охлаждает режущий инструмент и заготовку, смазывает режущую кромку, удаляет стружку и предотвращает образование задиров. Выбор СОЖ зависит от материала заготовки и типа операции. Для обработки стали можно использовать различные типы СОЖ, а для обработки титана и нержавеющих сталей требуются специальные СОЖ.
Неправильный выбор СОЖ может привести к быстрому износу инструмента, ухудшению качества поверхности и снижению производительности. Например, использование неподходящей СОЖ для обработки титана может привести к образованию агломератов стружки и заклиниванию инструмента.
Мы часто консультируем клиентов по выбору СОЖ, учитывая особенности их оборудования и материалов. Мы предлагаем широкий ассортимент СОЖ, разработанных для различных типов обработки. Кроме того, мы проводим тестовые испытания СОЖ на оборудовании клиентов, чтобы убедиться в ее эффективности.
Практические примеры: как мы решаем задачи
Недавно нам обратился клиент, занимающийся изготовлением деталей из титановых сплавов. Они столкнулись с проблемой быстрого износа твердосплавных пластин и ухудшением качества поверхности. Мы провели анализ их производственного процесса и выяснили, что они использовали неподходящий тип СОЖ и геометрию режущей кромки. После консультации и замены СОЖ и пластин с оптимизированной геометрией, проблема была решена. Клиент добился значительного увеличения срока службы инструмента и улучшения качества поверхности.
В другой случай мы помогли клиенту, занимающемуся обработкой закаленной стали. Они испытывали трудности с поддержанием необходимой скорости резания. Мы предложили использовать пластины из карбида циркония с оптимизированной геометрией и рекомендовали использовать специальную СОЖ, предназначенную для обработки закаленной стали. Это позволило клиенту увеличить скорость резания и повысить производительность.
На практике, оптимизация выбора инструмента и режимов резания – это всегда индивидуальный подход. Не существует универсального решения, подходящего для всех случаев. Важно учитывать особенности оборудования, материалов и требований к качеству продукции.
Распространенные ошибки при выборе твердосплавных пластин
Существует несколько распространенных ошибок, которые допускают при выборе твердосплавных пластин. Одна из них – это выбор инструмента с недостаточной твердостью. Это приводит к быстрому износу и ухудшению качества поверхности. Другая ошибка – это использование неподходящей СОЖ. Это может привести к перегреву инструмента, образованию агломератов стружки и снижению производительности.
Еще одна ошибка – это игнорирование геометрии режущей кромки. Выбор пластины с неправильной геометрией может привести к ухудшению качества обработки и снижению срока службы инструмента. Не стоит экономить на качестве инструмента, это может обернуться финансовыми потерями.
К сожалению, часто клиенты выбирают пластины исключительно по цене, не обращая внимания на их характеристики. Этот подход может привести к серьезным проблемам в будущем. Важно понимать, что выбор инструмента – это инвестиция, которая может окупиться в долгосрочной перспективе.
Заключение: инвестиции в точность и надежность
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Экономичные твердосплавные фрезы
Экономичные твердосплавные фрезы -
 Пластина для нарезания резьбы 16ERIR-UN
Пластина для нарезания резьбы 16ERIR-UN -
 Пластина для прорезных резцов TDT
Пластина для прорезных резцов TDT -
 Фрезерная пластина SPMG
Фрезерная пластина SPMG -
 Твердосплавные прутки со спиральным отверстием
Твердосплавные прутки со спиральным отверстием -
 Твердосплавные листы
Твердосплавные листы -
 Высокоточный гидравлический держатель инструмента HSK
Высокоточный гидравлический держатель инструмента HSK -
 Токарная пластина CNMG
Токарная пластина CNMG -
 Высокоточный гидравлический держатель инструмента серии BBT
Высокоточный гидравлический держатель инструмента серии BBT -
 Фрезерная пластина RPMT10T3MO
Фрезерная пластина RPMT10T3MO -
 Пластина для прорезных резцов MGMN
Пластина для прорезных резцов MGMN -
 Пластина для U-сверл WCMT WCMX
Пластина для U-сверл WCMT WCMX
Связанный поиск
Связанный поиск- Пластина с напайкой
- Завод спиральных фрез
- Завод зенкерных инструментов с чпу
- Цена фрезы с коротким хвостовиком из китая
- Токарный инструмент для чпу
- Завод по производству алмазных фрез с чпу
- Китайские производители спиральных фрез
- Производители резьбонарезных инструментов с чпу
- Установка для твердосплавных сверл с покрытием zrn
- Поставщики гравировальных инструментов с чпу



