

Твердосплавные токарные пластины с отверстием
Приветствую. Позволю себе немного поделиться опытом, который накопился за годы работы с твердосплавными пластинами. Часто при заказе пластин с отверстием клиенты фокусируются исключительно на цене и размерах. Это, конечно, важно, но есть ряд моментов, которые легко упускают из виду, а они напрямую влияют на долговечность инструмента и, как следствие, на эффективность производства. Именно об этих 'мелких' деталях и пойдет речь.
Зачем вообще нужны отверстия? и какие бывают?
Начнем с очевидного – зачем нужны эти самые отверстия? Во-первых, это упрощает крепление пластины к шпинделю или другим держателям. Во-вторых, это может использоваться для отвода охлаждающей жидкости, особенно при обработке материалов, склонных к перегреву. В-третьих, отверстия могут служить для установки различных дополнительных элементов, например, для крепления индикаторов или сенсоров.
Но отверстия бывают разные. Есть просто каналы для крепления, а есть – с резьбой, предназначенные для установки специальных адаптеров. И резьба, кстати, тоже бывает разной – метрическая, дюймовая, с разными шагами. Не стоит полагаться на 'общий случай' – всегда уточняйте, какая именно резьба требуется для вашего оборудования.
Типы и расположение отверстий: на что обращать внимание?
Расположение отверстий тоже имеет значение. Они могут быть расположены по периметру пластины, в центре или в определенном паттерне, предназначенном для оптимального распределения охлаждающей жидкости или для обеспечения устойчивости пластины при работе. Например, отверстия по окружности позволяют эффективно охлаждать режущую кромку, а отверстия в центре могут использоваться для крепления кронштейна.
Я когда-то, в начале карьеры, заказывал пластины с отверстиями, не уточнив, нужен ли им 'центр' для крепления. В итоге, пришлось их возвращать и заказывать заново, что, конечно, вносило корректировки в график производства. Этот опыт научил меня всегда внимательно изучать техническое задание и не полагаться на предположения.
Материал пластины: влияние на стойкость и скорость резания
Безусловно, материал – это критически важный фактор. Для пластин с отверстием, используемых для обработки твердых материалов, таких как сталь или чугун, обычно выбирают карбид вольфрама (WC). Но даже внутри карбида вольфрама есть разные марки – с добавлением кобальта (Co) или других легирующих элементов. Кобальт повышает пластичность и износостойкость, но снижает твердость. Выбор конкретной марки зависит от конкретной задачи и типа обрабатываемого материала.
Бывало, что заказывали пластины из 'обычного' карбида вольфрама для работы с очень твердым чугуном. Результат был печальным – пластины быстро изнашивались и ломались. Пришлось переходить на более дорогие, но и более эффективные пластины с повышенным содержанием кобальта. Помните, что экономия на материале часто обходится дороже в долгосрочной перспективе.
Дополнительные легирующие элементы: залог стабильного резания
Помимо кобальта, в состав пластин могут входить и другие легирующие элементы, такие как молибден, ванадий, титан. Они влияют на твердость, износостойкость, термостойкость и устойчивость к изгибу пластины. Выбор легирующих элементов – это компромисс между различными характеристиками. Например, добавление ванадия повышает твердость и износостойкость, но снижает пластичность.
Иногда, для особо сложных задач, используют пластины с добавлением ниобия или тантана. Эти элементы значительно повышают термостойкость и устойчивость к изгибу, что особенно важно при обработке закаленных материалов. Хотя они и стоят дороже, но часто оправдывают себя за счет увеличения срока службы инструмента и повышения качества обработки.
Технология производства: особенности изготовления пластин с отверстиями
Технология производства твердосплавных пластин с отверстиями может быть разной – от традиционного механического сверления до более современных методов, таких как электроэрозионная обработка (EDM) или лазерное сверление. Выбор технологии зависит от сложности геометрии отверстий, требуемой точности и объема производства.
Я лично видел производство пластин с отверстиями методом EDM. Это очень точный, но и достаточно дорогой способ. Он позволяет изготавливать отверстия сложной формы с минимальными остаточными напряжениями. Но для простых отверстий достаточно традиционного сверления.
Контроль качества: на что обратить внимание при приемке
При приемке твердосплавных пластин с отверстием необходимо обратить внимание на несколько факторов – качество поверхности, точность размеров, геометрию отверстий и отсутствие дефектов. Не должно быть сколов, трещин, царапин или других повреждений. Отверстия должны быть ровными, без заусенцев и с правильной геометрией. Очень важно убедиться в отсутствии остаточного напряжения, которое может привести к разрушению пластины при работе.
Чтобы убедиться в качестве пластины, часто используют оптический микроскоп или другие методы контроля качества. Не стоит пренебрегать этой процедурой, так как дефектная пластина может привести к серьезным проблемам в процессе обработки и даже к повреждению оборудования.
Случаи из практики: успехи и неудачи
Недавно у нас был заказ на изготовление твердосплавных пластин с отверстием для обработки титановых сплавов. Клиент требовал высокой точности и долговечности инструмента. Мы выбрали пластины из карбида вольфрама с повышенным содержанием кобальта и использовали технологию EDM для изготовления отверстий. Результат превзошел все ожидания – пластины прослужили гораздо дольше, чем ожидалось, и обеспечили высокую точность обработки.
А вот однажды мы заказали пластины с неправильно выполненными отверстиями. Отверстия были слишком маленькими, что привело к перегреву пластины и ее быстрому износу. Пришлось заменить всю партию инструмента. Это был дорогостоящий, но ценный опыт.
В заключение хочу сказать, что выбор твердосплавных пластин с отверстием – это ответственный процесс, требующий внимательного подхода и учета множества факторов. Не стоит экономить на качестве инструмента, так как это может привести к серьезным проблемам в процессе производства.
ООО Чжучжоу Чжижун Продвинутых Материалов стремится предлагать нашим клиентам оптимальные решения для обработки различных материалов. Мы используем только высококачественные материалы и современное оборудование, а также придерживаемся строгих стандартов контроля качества.
Соответствующая продукция
Соответствующая продукция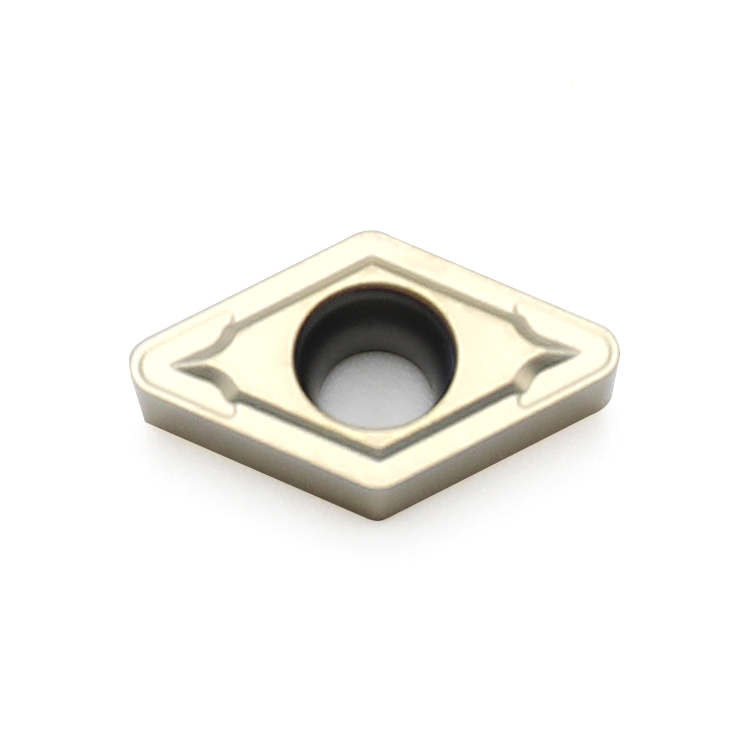




Самые продаваемые продукты
Самые продаваемые продукты-
 Пластина для прорезных резцов TDJ
Пластина для прорезных резцов TDJ -
 Держатель термоусадочного инструмента BT
Держатель термоусадочного инструмента BT -
 Фрезерная пластина SPMG
Фрезерная пластина SPMG -
 Фрезерная пластина OMMU
Фрезерная пластина OMMU -
 Твердосплавные плиты
Твердосплавные плиты -
 Твердосплавные прутки с одним отверстием
Твердосплавные прутки с одним отверстием -
 Экономичные твердосплавные фрезы
Экономичные твердосплавные фрезы -
 Пластина для U-сверл WCMT WCMX
Пластина для U-сверл WCMT WCMX -
 Твердосплавные прутки со спиральным отверстием
Твердосплавные прутки со спиральным отверстием -
 Пластина для нарезания 16ERIR-ISO
Пластина для нарезания 16ERIR-ISO -
 Пластина для U-сверл SPMG
Пластина для U-сверл SPMG -
 Сплошные твердосплавные прутки
Сплошные твердосплавные прутки
Связанный поиск
Связанный поиск- Цена твердосплавных пластин для токарной обработки
- Китайские производители деревообрабатывающих фрез с чпу
- Поставщики фрез из закаленной стали
- Ведущие покупатели твердосплавных сверл для обработки стали
- Китайские поставщики твердосплавных сверл для обработки на станках с чпу
- Производители твердосплавных сменных пластин для токарных резцов
- Китайский производитель карбида вольфрама стержней малого диаметра
- Лучшие покупатели прутков диаметром 12 мм из китая
- Установки для изготовления фрез с внутренним охлаждением
- Лучшие покупатели сверла с твердосплавными напайками hrc 60+ из китая



