

Установки с твердосплавными сверлами для фрезерных станков
Реальные задачи, связанные с использованием твердосплавных сверл на фрезерных станках, зачастую оказываются гораздо сложнее, чем просто выбор подходящего инструмента. Многие начинающие специалисты и даже опытные фрезеровщики склонны недооценивать важность правильного сочетания сверла, фрезы, режимов резания и, конечно же, самой установки. На мой взгляд, проблема не в сверле как таковом, а в комплексном подходе к его использованию. Поэтому сегодня хочу поделиться своими наблюдениями и опытом, чтобы, возможно, помочь кому-то избежать распространенных ошибок. Говорить о 'идеальном' сверле для фрезерного станка – это, скорее, миф. Выбор всегда зависит от конкретной задачи и используемого оборудования.
Почему выбор сверл для фрезерных станков – это не только материал
Часто люди сосредотачиваются на самом материале сверла – карбид вольфрама, карбид циркония и так далее. Это, безусловно, важно, но недостаточно. Важнее понять, как этот материал взаимодействует с обрабатываемым материалом и как правильно настроить параметры резания. Например, мы неоднократно сталкивались с ситуацией, когда дорогостоящие сверла из карбида вольфрама быстро изнашивались при фрезеровании чугуна, в то время как более простые инструменты из твердого сплава показывали гораздо лучшие результаты. Дело не в цене, а в геометрии режущей части, в углах наклона и в сложности структуры материала.
Иногда проблема возникает из-за неправильного подбора частоты сверления. Слишком высокая частота может привести к перегреву сверла и его преждевременному износу, а слишком низкая – к ухудшению качества обработки поверхности. Наш опыт показывает, что оптимальная частота всегда индивидуальна и требует подбора на практике. Рекомендую всегда начинать с минимальных оборотов и постепенно увеличивать их, наблюдая за процессом и прислушиваясь к звуку резания.
Влияние геометрии режущей части на качество фрезерования
Геометрия режущей части сверл для фрезерных станков играет огромную роль в качестве обработки. Например, использование сверл с конусностью может привести к неравномерному износу и снижению точности обработки. И наоборот, сверла с оптимизированной конусностью обеспечивают более плавное и равномерное резание. Мы часто рекомендуем нашим клиентам сверла с геометрией, специально разработанной для конкретного типа обрабатываемого материала. Например, для фрезерования алюминия лучше использовать сверла с меньшим количеством зубьев, а для фрезерования стали – сверла с большим количеством зубьев и более агрессивной геометрией.
Не стоит забывать и о канавках для охлаждающей жидкости. Они необходимы для отвода тепла от режущей зоны и предотвращения перегрева сверла. Эффективность этих канавок также влияет на качество обработки. В некоторых случаях мы рекомендуем использовать специальные фрезы с увеличенной площадью канавок, чтобы обеспечить более эффективное охлаждение.
Проблемы, с которыми сталкиваемся при работе с твердосплавными сверлами
Одной из самых распространенных проблем является неправильная заточка сверла. Даже незначительная ошибка в заточке может привести к ухудшению качества обработки и ускоренному износу инструмента. Мы часто сталкиваемся с ситуацией, когда сверла заточены неровно, что приводит к вибрациям и ухудшению качества поверхности.
Другая проблема – неправильное хранение сверл. Твердосплавные сверла очень чувствительны к ударам и вибрациям, поэтому их необходимо хранить в специальных футлярах или на специальных подставках. Кроме того, необходимо регулярно чистить сверла от стружки, чтобы предотвратить коррозию. Мы рекомендуем нашим клиентам использовать специальные средства для очистки сверл.
Опыт работы с различными типами сверл для фрезерных станков
ООО Чжучжоу Чжижун Продвинутых Материалов специализируется на поставках сверл для фрезерных станков различных типов. Мы работаем с различными материалами, включая чугун, сталь, алюминий, медь и латунь. У нас в ассортименте представлены сверла с различными геометриями, размерами и покрытиями. Мы постоянно совершенствуем нашу продукцию и следим за новейшими тенденциями в области фрезерования. Наши сверла совместимы с продукцией Kennametal, обеспечивая аналогичный уровень качества и производительности.
Например, мы успешно применяем сверла с TiN (нитрид титана) покрытием для фрезерования нержавеющей стали. Это покрытие обеспечивает высокую твердость и износостойкость, что позволяет значительно увеличить срок службы сверла. Мы также рекомендуем использовать сверла с DLC (diamond-like carbon) покрытием для фрезерования алюминия, так как это покрытие снижает трение и улучшает качество обработки поверхности.
Альтернативные решения и эксперименты
Иногда, чтобы решить сложную задачу фрезерования, приходится экспериментировать с различными инструментами и режимами резания. Например, мы несколько раз пробовали использовать сверла с концевой спиралью для фрезерования сложных геометрических форм. Результаты оказались весьма перспективными, но требовали тщательной настройки режимов резания и использования специальных охлаждающих жидкостей.
Также мы тестировали различные типы смазочно-охлаждающих жидкостей (СОЖ). Оказалось, что некоторые СОЖ значительно улучшают качество обработки и увеличивают срок службы сверла. Например, использование СОЖ на основе синтетических масел привело к значительному снижению трения и улучшению охлаждения режущей зоны.
Важность квалифицированного обслуживания и консультаций
Наш опыт показывает, что квалифицированное обслуживание и консультации – это важная составляющая успешного использования сверл для фрезерных станков. Мы всегда готовы помочь нашим клиентам выбрать подходящий инструмент и разработать оптимальные режимы резания. Мы также предлагаем услуги по заточке сверл и ремонту инструмента. Наш технический персонал имеет большой опыт работы с различными типами сверл и может предоставить профессиональную консультацию по любым вопросам.
В заключение хочу сказать, что выбор и использование сверл для фрезерных станков – это не просто покупка инструмента, а комплексный процесс, требующий учета множества факторов. Правильный выбор инструмента, оптимальные режимы резания и квалифицированное обслуживание – залог успешного фрезерования.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Экономичные твердосплавные фрезы
Экономичные твердосплавные фрезы -
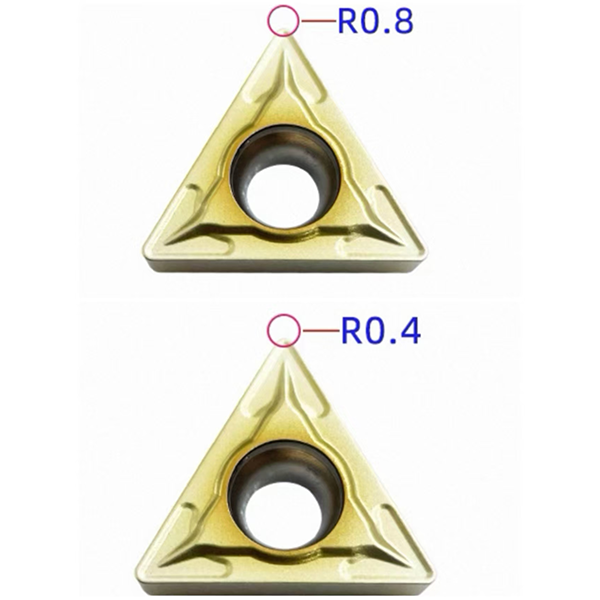 Токарная пластина TCMT
Токарная пластина TCMT -
 Фрезерная пластина SNMX
Фрезерная пластина SNMX -
 Пластина для нарезания резьбы 16ERIR-W
Пластина для нарезания резьбы 16ERIR-W -
 Пластина для нарезания 16ERIR-ISO
Пластина для нарезания 16ERIR-ISO -
 Фрезерная пластина APMT
Фрезерная пластина APMT -
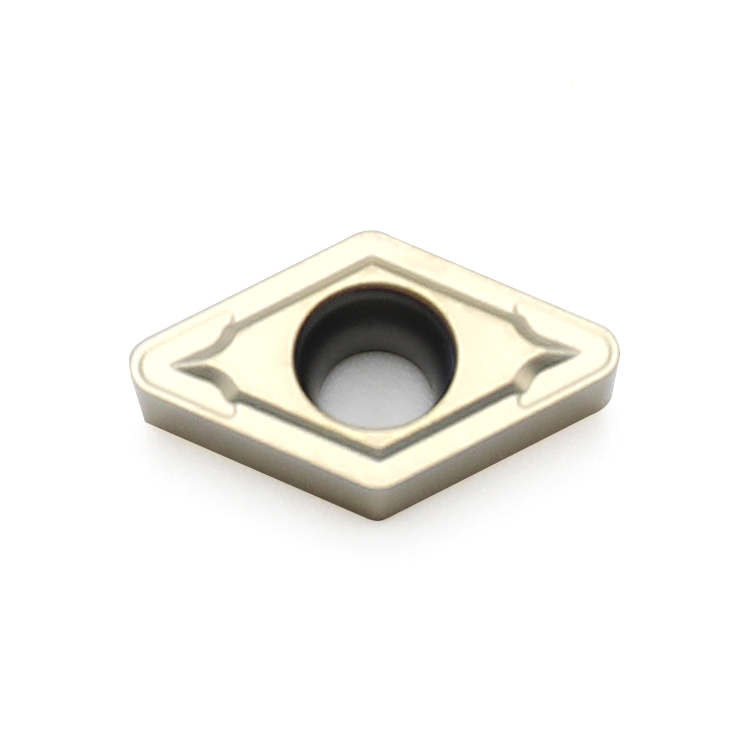 Токарная пластина DCMT
Токарная пластина DCMT -
 Фрезерная пластина RDMT1204MO
Фрезерная пластина RDMT1204MO -
 Фрезерная пластина LNMU
Фрезерная пластина LNMU -
 Пластина для прорезных резцов TDJ
Пластина для прорезных резцов TDJ -
 Стандартный термоусадочный держатель для инструментов
Стандартный термоусадочный держатель для инструментов -
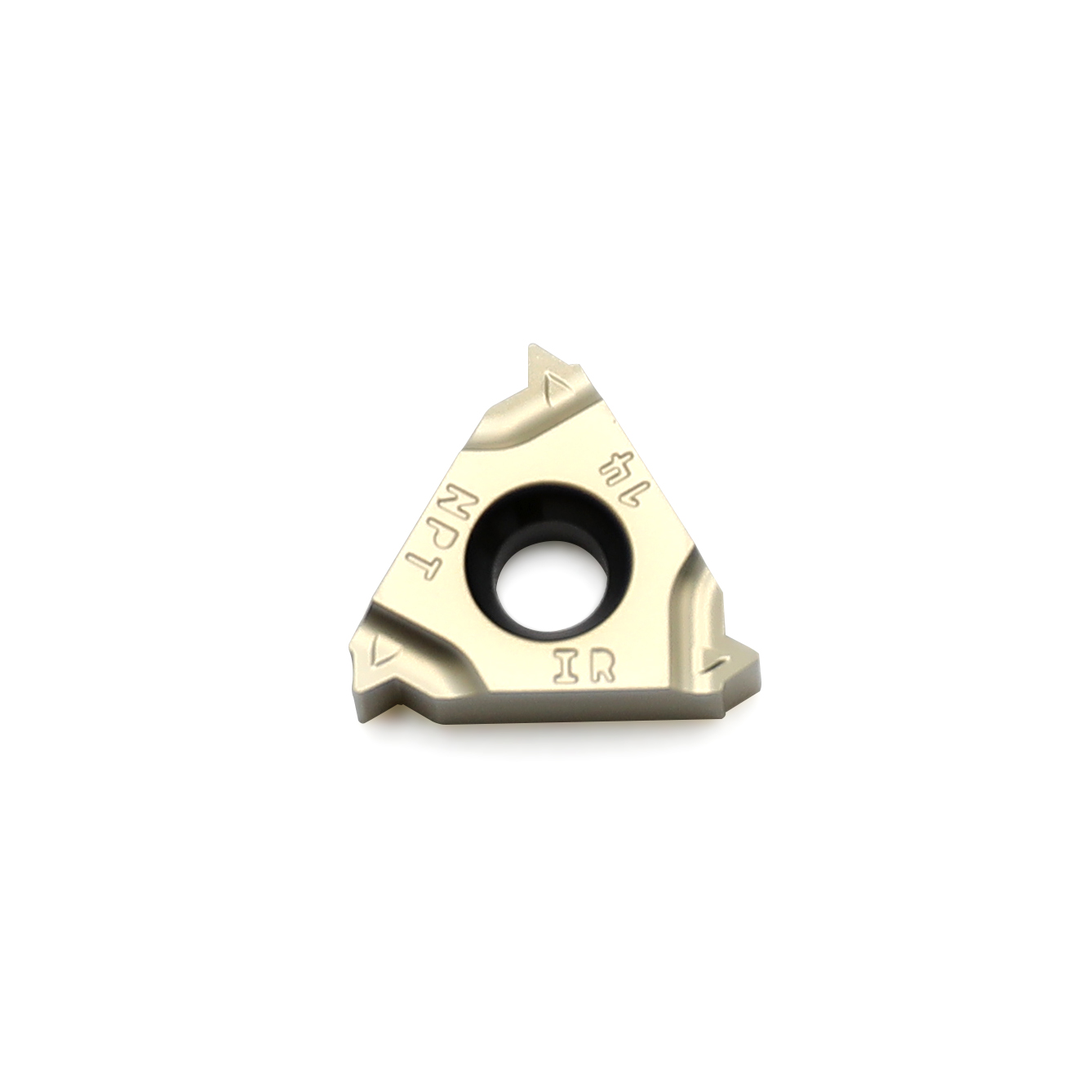 Пластина для нарезания резьбы16ERIR-NPT
Пластина для нарезания резьбы16ERIR-NPT
Связанный поиск
Связанный поиск- Заводы по производству чистовых пластин
- Заводы по производству сверл с универсальным хвостовиком
- Китайские производители пластин cbn/pcd
- Ведущие покупатели плоских изделий из твердого сплава
- Фреза с коротким хвостовиком
- Сверло твердосплавное по металлу
- Китайские производители корончатых буров
- Установки для твердосплавных фрезерных пластин
- Ведущие покупатели алмазного инструмента с чпу
- Ведущий покупатель 3d-фрез



