Отчёт о практических испытаниях корончатого сверла Чжижун от независимой испытательной лаборатории: Обработка закалённой стали 42CrMo
2025-06-25
Сравнительные испытания в лаборатории «Обработка Металлов» показали: При обработке материала 42CrMo с твёрдостью HRC52 на одном и том же станке Makino V80, колебание силы резания сверла Чжижун составило всего ±15 Н, в то время как у одного японского аналога-конкурента этот показатель достиг ±38 Н. Высокоточный динамометр зафиксировал: Осевое усилие сверла Чжижун стабильно находилось в диапазоне 680-695 Н, что позволило удержать отклонение положения отверстия в пределах 0,025 мм.
Расчёт себестоимости оказался ещё более убедительным: С учётом расхода инструмента, затрат на электроэнергию и рабочего времени, себестоимость обработки одним метром сверлом Чжижун составила 0,27 юаня, что на 37% ниже, чем у продукта-конкурента.
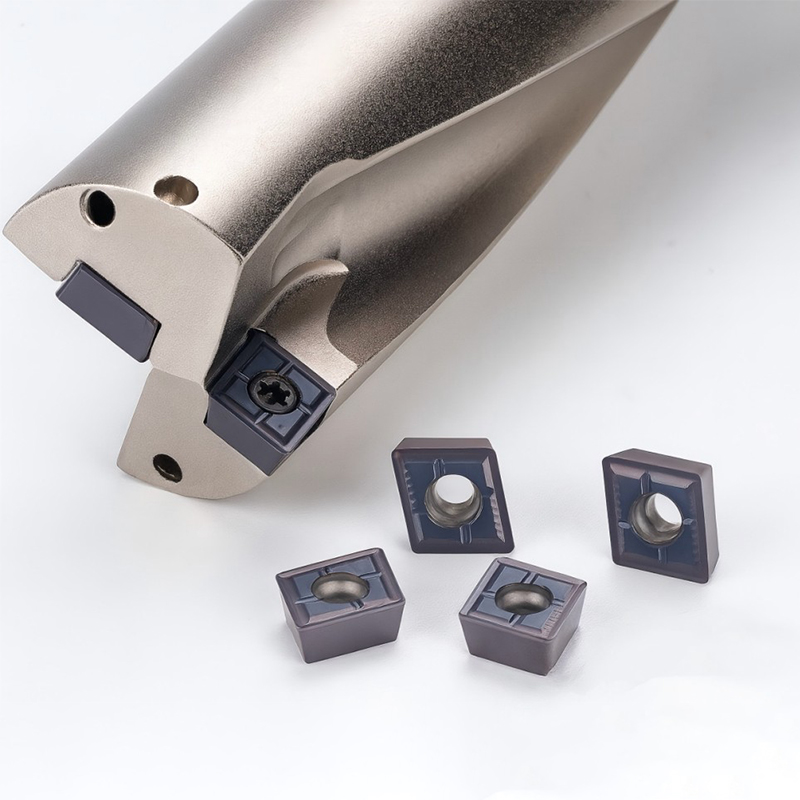
"Преимущества обусловлены главным образом двумя аспектами, — указал инженер-испытатель, — во-первых, износостойкостью покрытия TiAlN на режущей кромке, во-вторых, эффективностью охлаждения за счёт конструкции внутренних каналов подачи сож — при одинаковом давлении 8 МПа, расход сож у Чжижун на 22% выше."